木製コンクリート ブロックの製造装置

特別な設備により、優れた断熱特性と十分な強度特性を備えたアーボブロックの製造が実現されます。これは、特別な製造技術によって保証されます。建築材料の形成には、特定の処理が施されたセメントと木材チップが使用されます。

アーボライトとは?
アーボライト(木ブロック、木質コンクリート)は、木材チップ(チップ)とセメントモルタルを混合・加圧して得られる累加建材です。専門家によると、彼はレンガと簡単に競争することができます。しかし同時に、木製コンクリートはコストがはるかに安いです。
ウッドブロックの基本はウッドチップです。そのパラメーターと量には厳しい要件が課されます。これら 2 つの特性は、最終製品の品質とそのブランドに大きな影響を与えます。また、綿の茎や稲わら、樹皮などを利用した木質コンクリートの生産設備もあります。




結合成分は、M300 以上のポルトランド セメント グレードです。その多様性は最終製品の安定性に影響を与えるため、ラベル付けにも影響を与えます。
溶液の成分を合成する効率を高めるために、特殊な添加剤がそれに加えられ、急速な硬化などを提供します。ほとんどの場合、それはケイ酸ナトリウムまたはケイ酸カリウム(液体ガラス)、塩化アルミニウム(塩化アルミニウム)の水溶液です。


生産に必要な設備
自宅で木製コンクリート ブロックを製造するには、ウッドチップ クラッシャー、コンクリート ミキサーまたはコンクリート ミキサー、およびアーボブロックを形成するための機械の 3 種類の機器が必要です。ただし、元の素材は ウッドチップ、サードパーティメーカーから購入可能、この場合、技術プロセスははるかに簡単になります。
市場には、小規模生産専用の小型ユニットから、数種類の機器を含む本格的な生産ラインまで、アーボブロックを生産するためのかなり広範な機器があります。



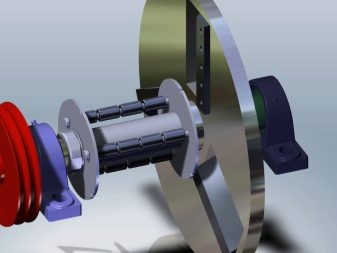
チップカッター
木材チップを作るための装置は、チッパーと呼ばれます。森林伐採後に残された木くずや低木をチップ状に粉砕できるドラム式またはディスク式のチッパーです。
ほとんどすべてのユニットの機器は同じで、受け取りホッパー、電気モーター、ブレーキングナイフ、ローター、および機械の本体部分で構成されています。
ディスクマシンは、比較的小型で低コストであることで際立っていますが、ドラムチッパーは生産性が向上しているため、大量の製品シリーズの生産で人気があります。
ディスク集合体は、最大 3 メートルのサイズのツリーを処理できます。このタイプの骨材の利点には、出力時の大きなコンポーネントの最小数が含まれます。木材チップの 90% 以上が必要な構成と寸法を持ち、大きな粒子が再処理されます。 小規模生産をセットアップするための理想的な機器です。


機械
このような機器は、自信を持ってセミプロフェッショナルと呼ぶことができます。原則として、注文または販売のために民間建設でアーボブロックを製造する目的で購入されます。操作が簡単で、主に安全規則の規定に関連する高度な専門性を必要としません。
工業用ユニットは、象徴的に次の 3 つの主要なグループに分けることができます。
- 手動機械;
- 振動プレスとバンカー供給を備えたユニット。
- レシーバーを最初の重り、振動プレス、木材ブロックが完成品に最終的に固化するまでアーボライト溶液の密度を維持する静的成形機に接続する複雑な複合ユニット。


コンクリートミキサー
アーボライト溶液の混合には、平刃を備えた通常のミキサーは適していません。すべては、混合物が半分乾燥していて、広がらず、スライドで休むことができるという事実によって説明されます。ブレードは単にタンクの 1 つのコーナーから別のコーナーに移動するだけで、すべてのチップがセメント生地で覆われているわけではありません。
SAB-400コンクリートミキサーで 構造には特別な「すき」があります-混合物を切断するナイフであり、効果的な(そして最も重要なことに、高速な)混合であることがわかります。セメントが砕石全体を覆うまで硬化する時間がないため、速度が基本です。

コンクリートミキサー
アーボブロックの製造過程では、原則として、インパルスミキサーが時々使用されます-ミキサーを構築します。建材の生産が大量のバッチで行われる大規模なラインでは、連続的な動作の性質を持つ機器が設置されています。それほど大規模ではない産業のニーズを満たすために、 ほとんどの場合、次の構造特性を持つ通常のコンクリートミキサーが使用されます。
- 材料のサイドローディングと準備された溶液のボトムアンローディングを備えた大きなコンテナです。
- ミキサーには、最大出力6 kWのギアボックスを備えた電気モーターが装備されています。
- 木材コンクリートの成分を混合するために特殊なブレードが使用されます。


ミキサーの容量は、効果的な技術プロセスを確立するための材料の毎日の必要性に基づいて計算されます。
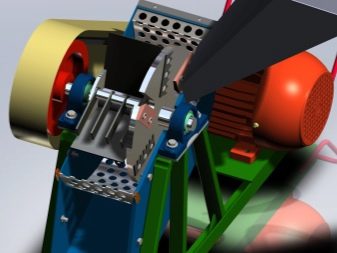
バイブロプレス
振動テーブル(バイブロプレス)の面積は、成形バッチャーのサイズにも依存します。振動プレス機は、ディスペンサーのサイズに比例した金属製のテーブルで、スプリングが装備され、ベッド (メインの重いテーブル) に関連付けられています。ベッドには最大1.5 kWの三相電気モーターが取り付けられており、その軸には偏心(重心が移動する負荷)があります。後者が接続されている場合、テーブルの上部の通常の振動プロセスが実行されます。これらのアクションは、アーボライトブロックの組成の形での最適な収縮と、金型の取り外し後のブロックの機械的および外部欠陥の排除に必要です。

フォーム
ブロックを製造するためのマトリックス (フォーム、プレス パネル) は、製品に特定の寸法と構成を与えることを目的としています。具体的には、ブロックの形状がどこまで正確になるかです。
マトリックスは、内部が長方形で空の輪郭を持つ形状であり、その中にソリューションが満たされています。このフォームは、取り外し可能な蓋と底を提供します。フォームの端に沿って特殊なハンドルがあります。内部には、形成されたブロックの抽出を簡素化するように設計された特定のコーティングが装備されています。
基本的に、内部コーティングには滑らかな人工材料が使用されます。これは、ラップ、リノリウム、またはその他の同様の材料にすることができます。
乾燥室
適切に圧縮された既製のアーボブロックは、マトリックスと一緒に専用の部屋に送られます。その中で、空気の湿度レベルが厳密に制御されているため、材料の乾燥に最適な条件を作り出すことができます。
ブロックは必然的にパレットに配置され、マトリックスから解放されます。これにより、材料への気団のアクセスが最適化され、その特性にプラスの効果があります。

原則として、溶液の接着は2日後に行われます。 建築材料の設計能力は、18〜28日後にのみ得られます.この間ずっと、木材コンクリートは必要な湿度と安定した温度の環境にある必要があります。
家庭生産では、原則として、プレスされたアーボブロックのバッチは暗い場所に配置され、ポリエチレンフィルムと保護布の日よけで覆われています。2〜3日後、ブロックは部屋に移動され、石の床に1層に配置されます. 7 日後、ブロックをパックに入れることができます。
装備の選び方は?
ウッド ブロックを作成するには、木材チップの製造用、モルタルの製造用、プレス用の 3 種類の機械が必要です。どちらもロシア製と外国製です。とりわけ、個々のマスターは自分の手で機器を組み立てることができます(原則として、バイブロプレスを自分で組み立てます)。
クラッシャー
グラインダーには、可動式と固定式、ディスクとドラムがあります。ディスクは、仕事の原則によってそれらの間で異なります。
プラントに機械的な原料供給が装備されていれば素晴らしいことです。これにより、作業が大幅に簡素化されます。
コンクリートミキサー
この目的には、標準的な攪拌機が理想的です。工業用容量の場合、ミニ工場の境界内であっても、150 リットルのタンク容量が必要です。

乾燥室
専用の乾燥(主に赤外線)チャンバーを購入することで、乾燥プロセスをスピードアップできます。このような機器を購入するときは、電力とエネルギー消費のパラメーター、および温度レベルと乾燥速度を調整する機能に注意を払う必要があります。 乾燥室では、ブロックが乾燥し、12 時間以内に使用できるようになります。これは、ほぼ 30 倍の速さです。特別な機器がない場合よりも。
工業生産の場合、高速は収入に直接影響するかなり重要な指標と見なされます。
自分の手で機械を作る方法は?
自家製の振動マシンを組み立てるには、図面とこれらの材料が必要です (すべての寸法は概算です)。
- 振動モーター;
- 溶接機;
- スプリング - 4個;
- 鋼板 0.3x75x120 cm;
- プロファイル パイプ 0.2x2x4 cm - 6 m (脚用)、2.4 m (カバーの下のベース上)。
- アイアンコーナー0.2x4cm - 4m;
- ボルト(モーターを固定するため);
- 特殊塗料(ユニットを錆から保護するため);
- スチールリング - 4個。 (直径はスプリングの直径と一致するか、わずかに大きくする必要があります)。
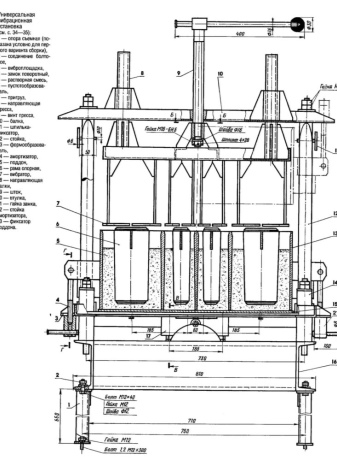

振動台の組み立て手順はとても簡単です。
- 材料を必要な要素にカットします。
- 脚の下のパイプを、それぞれ75 cmの4つの同一の部分に分割します。
- スケルトン用のパイプを次のように分割します。それぞれ 60 cm の 2 つの部分と、それぞれ 30 cm の 4 つの部分です。
- コーナーを4つの要素に分割します。長さは、カウンタートップの下の鉄板の側面の長さと一致する必要があります。
- 溶接作業:モーターをカバーに固定するフレームを組み立てます。 2 つの 30 センチと 2 つの 60 センチのピースから四角形を溶接します。その途中で、さらに 2 つの短い要素が一定の距離で溶接されます。この距離は、モーターの固定点間の距離と等しくなければなりません。中間セグメントの特定のポイントに、固定用の穴が開けられています。
- 鉄板の角に、バネを通すリングを溶接します。
- 次に、サポートスタンドを脚に溶接します。これを行うには、コーナーとパイプの一部を取ります。角の端が構造の内側から上向きと外側になるように角を配置します。
- モーターの溶接フレームは、タッピングねじで固定するか、カウンタートップに溶接します。
- コーナーのキャリアラックにスプリングを配置します。スプリングがセルに収まるように、テーブルカバーをラックに置きます。モーターを下に固定します。エンジン付きのカバーの質量により、スプリングが適切な場所にしっかりと保持されるため、スプリングを固定する必要はありません。
完成したデバイスは塗装できます。

木製コンクリート ブロックの製造装置の概要 - 次のビデオ。













コメントは正常に送信されました。