パイプからの風呂用ストーブ:製造の機微

アウトドア愛好家や健康的なライフスタイルのファンの間で、スチームバスを好まない人はほとんどいません。今日、多くの夏の居住者が自分の浴場を手に入れようとしています。最近は、シリンダーやパイプから風呂釜を自作する動きが活発になっています。頑丈なレンガのオーブンを作るには、特定のスキルと能力が必要です。とりわけ、そのようなオーブンはより多くのスペースを必要とし、ホームセンターで購入できますが、一定の費用がかかります。金属炉はより経済的なオプションであり、自分で行う方がはるかに簡単ですが、この作業を溶接機に任せることができることは言うまでもありません.


密閉されたハウジングは操作中に一酸化炭素を放出しないため、安全上の注意を考慮して自作のオーブンは人の生命と健康に脅威を与えません。


特徴:長所と短所
金属製サウナストーブの出発材料は、パイプやシリンダーだけでなく、鋼板も使用できます。
本体は通常、直方体の形のシートから作られていますが、この形には独自の特徴があります。
- シートは最初に溶接機で切断、切断、接合する必要があります。
- その結果、そのような炉はより多くの費用がかかります。
- 円筒形の火室は熱をよりよく伝導します。
- 煙道ガスの移動の軌跡に基づいて、円形断面がより好ましい。
- 平らな壁は、まったく同じ材料で作られたパイプよりも燃え尽きる傾向があります。



金属炉の利点は何ですか:
- シリンダーは、熱伝導率の点で球形にわずかに負けます。
- 水またはガス管の壁の厚さにより、高い熱伝導率を実現できます。
- オーブンは移動でき、耐久性があります。
- パイプカットは低価格で販売されることが多いため、このような炉の製造コストは非常に低くなります。
- パイプの寸法と直径を示す詳細な製造指示は、プロセスの複雑さを軽減し、時間を節約します。
- この種の工場製品の多くは、まったく同じパイプから作られています。そのイメージと類似性は、手工芸的な方法で製品を簡単に再現できます。
- さらに、このようなデバイスは耐熱性があり、腐食に強く、耐久性があり、温度変化に容易に耐えます。



もちろん、そのような炉には欠点があります。厚い金属パイプの処理には、特定の種類の作業のための物理的な強度とツールの両方が必要です。


種類と特徴
空間内の位置に応じて、パイプで作られた炉は次のタイプに分類されます。
- 垂直;
- 水平。


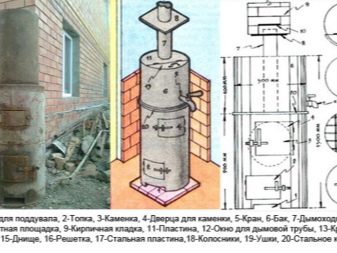
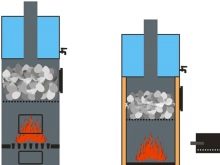
縦型ストーブはだるまストーブのように見えますが、違いがあります - 石用の追加の容器と水タンクです。
縦型自家製オーブンは省スペース、これはスチームルームの寸法が小さい場合に非常に重要ですが、同じ理由で、燃焼時間と熱伝達強度の点で横型炉よりも劣っています。燃料を燃やす過程で熱が上がり、側壁が暖まる時間があまりありません。横型炉では、プロセスが異なります。煙突に向かう途中の加熱された空気が、途中で本体の屋根も加熱するためです。これに基づいて、横型炉の効率が縦型炉の効率よりも高いことは明らかです。この設計の主な欠点は、送風機のドアとスチームルームにある火室の位置にあると考えられています。

垂直パイプ内の燃料は、灰皿のドアが閉じていないと燃焼が速くなり、火への酸素のアクセスが妨げられます。このようなパイプでは、火は薪の全量と即座に相互作用しますが、水平パイプでは燃料が徐々に消費されます。これは浴場にとってより論理的です。また、炉の横型では、石を加熱する範囲が大きくなり、熱風の対流が大きくなり、さらに、パイプの一番端にある送風機と火室のドアが作りますスチームルームから取り出すことができます。 1型も2型も手作りできます。


トレーニング
もちろん、日曜大工のストーブは絶妙な外観や独創性を備えているわけではありませんが、工場のものと同じように機能し、スチームルームを最大20 m2まで完全に加熱します。
まず第一に、パイプはその基本的な機能を提供する必要があります。、つまり、熱を均等に吸収および放出すると同時に、炉が高温を恐れず、長持ちするように十分な厚さの壁を持つことです。パイプの基本的な特性について言えば、断面の直径と肉厚だけでなく、鋼種も考慮する必要があります。クリッピングを使用する場合、そのような情報が常に利用できるとは限らないことは明らかです。


標準的なバスといえば、次のサイズが最適と見なされます。
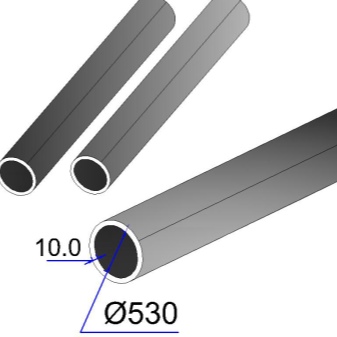
- 断面直径 - 0.5-0.55 m;
- 壁の厚さ - 8-12 mm。


直径が大きいほど、薪の消費量が多いことに注意してください。



素材の品質に細心の注意を払う: 浴中の炉の製造には、鋼管のみが適しており、高炭素鋼は必要ありません。継ぎ目が簡単に形を失ったり、分散したりする可能性があるため、プロファイル作業には適していません。高炭素鋼は、金属とエメリー リングが相互作用するときに発生する火花で識別できます。白い火花があらゆる方向に飛び散ります。次に、低炭素鋼は、直線的な動きの軌跡を持つ黄色がかった火花を発生させますが、ステンレス鋼の部品も機能しません。最良の選択肢は、炭素含有量が約 2% の鋼です。また、金属を選択するときは、合金鋼を避けることをお勧めします。エメリーマシンを使用して計算するのも簡単です。金属との相互作用による火花は、オレンジ、赤、または明るい白になります。


鋳鉄は水に触れると使用できなくなるため、絶対に使用しないでください。
鋼管のその他の利点:
- 機械的損傷に対する耐性、高い熱伝達、および加熱時の低い膨張係数。
- 薪を完全に燃焼させても熱を保持します。

パイプには、仕様に応じた特性があります。この情報をさらに詳しく考えてみましょう。
丸パイプは内径の大きさによって分類されます。 2桁目は壁の厚さを示し、それに続く数字はそのタイプやその他の特性に関する情報を提供します。測定単位はミリメートルと見なされます。パイプがプロファイルされている場合、最初の 2 文字は最大断面サイズを示し、3 桁目は肉厚を示します。 「530 x 10」という表示は、内壁に沿ったパイプの直径が 530 mm、厚さが 10 mm、外径が 550 mm で、横方向の公差を考慮して +/- 5 mm の誤差があることを意味します。 、これは 10% です。主に、公差の流量が楕円率に適用されます。

パイプの肉厚も異なります。
水道管は次の亜種に分けられます。
- 軽量;
- 普通;
- 強化された。
いずれにせよ、最も一般的なパイプの断面直径は530 mm、厚さは6〜12 mm、公称値は6、8、または10 mmです。

この情報は、将来のストーブの材料をすぐに適切に準備するために必要です。パイプの直径の最適なオプションは 0.5 m です。これは、優れた熱容量と快適な作業の両方を意味します。公称値500mm以上のパイプはピッチ10mmで、通常大径パイプに分類されます。同心構造の編集を容易にし、それらの間のギャップを減らすために、断面の直径と壁の厚さに関して互いに一致するパイプをすぐに選択する方がはるかに簡単です。

パイプは、最もリクエストの多い製品の 1 つです。ですから、あまり細かく規制しても意味がありません。パイプサイズは250mmから400mmまで幅広く選択スペースがあります。可能であれば、バスストーブの製造には、スパイラルパイプの切断を優先してください(その指定はGOST 20295 85です)。それらをストレートシームパイプ(GOST 10704-91)と比較すると、楕円率が低く、より正確であり、スクラップメタルと同じ価格で販売されています。継ぎ目のない中実パイプはさらに優れたオプションですが、直径が 250 mm 以下であるため、小さな部品の製造にのみ適しています。
仕事の準備として、職場を用意してください - それはガレージまたは家庭用ワークショップのいずれかです。


材料
作業を行うには、次の資料が必要です。
- 火室と水タンクを作成するために必要なパイプに直接接続します。その直径は500〜600 mm(530 mmが最適と考えられます)、壁の厚さは8〜16 mm、長さは1.2〜1.5 mです。
- 後で石の容器になるパイプ - その直径は約400 mmです。
- 煙突パイプ - 直径120〜150mm、厚さ2〜4mm;
- 数枚の量の金属シート、寸法約600 x 800 mm、厚さ約8〜12 mm。


- 金属製のヒンジ付きヒンジ。
- 直径 1/2 ~ 3/4 インチ、長さ 50 ~ 80 mm のねじ付き水道管の小さな部分と、内側に同じ直径のねじ付き水栓。
- 補強材からのロッド片 - 長さ約500 mm、直径12〜18 mm、固体燃料用の既製の鋳鉄格子が適しています。
- セメント組成物;
- レンガ;
- 砂。



燃料コンパートメント、煙突、ボイラーは鉄金属ではなくステンレス鋼で作ることをお勧めします。これにはいくつかの困難が伴いますが、溶接には同じステンレス鋼または特殊な溶接ワイヤからの電極が必要になるためです。


必要なツール:
- 要素を溶接するための装置;
- 強力な金属彫刻家;
- 電極;
- ほぞ穴クレーン;
- 脚用の圧延金属。
- アスベストコード;
- 取っ手。





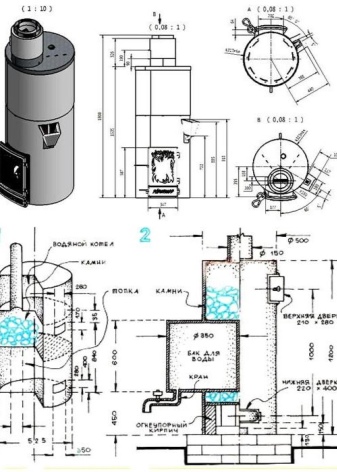
スキームと図面
作業を開始する前に、縦型または横型のどちらのタイプの炉を優先するかを決定する必要があります。次に、デバイスの寸法、そのコンポーネントの構成、寸法など、すべてのパラメータを考慮して作業図面を作成します。
これがストーブの自己製造の最初の経験である場合、デバイスの典型的なモデルの製造のために既製の図面と図を参照することがより論理的です。これは、エラーやユニットのさらなる誤操作を回避するのに役立ちます.さらに、不適切に組み立てられたストーブは、人の生命と健康を脅かす可能性があります。
炉を設置する基礎を準備する必要があります。
- 装置の設置が計画されている領域では、50 x 70 x 70 cm の寸法の穴が掘られています。
- ピットの底は細かい砂利で覆われています。層の厚さは少なくとも 30 cm にする必要があることに注意してください.次に、この層をできるだけしっかりと圧縮する必要があります.
- 次に、次の成分比に基づいてセメントモルタルを準備する必要があります。セメント1部に対して砂4〜5部を取り、クリーム状の均質な混合物が得られるまで水で希釈します。がれきの層を流し込み、乾燥させます。このプロセスには通常 24 時間かかります。
- 防水を作るために、硬化したセメント層の上に屋根材を何層にも重ねます。
- 屋根材の層は、最終的にコンクリート組成物で注がれます。セメント混合物の 1 部は、砂 2 部、砂利 4 ~ 5 部、および水を占めます。その後、結果のレイヤーを平らにする必要があります。



基礎が乾いた後、粘土のプラットフォームが装備され、その上にレンガが同じ寸法(0.7 m x 0.7 m)で置かれます。その結果、レンガの場所は約15〜20 cmの高さである必要があります.壁を過熱から保護するために、レンガの保護スクリーンが炉の位置を意図した場所に配置され、エッジで配置されます.粘土組成物で固定されています。この構造の最適な長さは 120 cm ですが、炉はそこから少なくとも 20 cm 離れています。


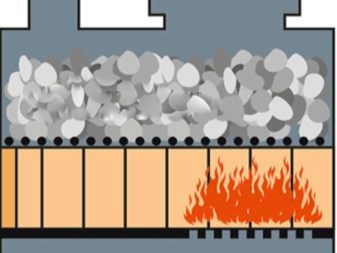
将来のバスにどのストーブが装備されるかは関係ありません-水平または垂直-いずれにしても、ヒーターが装備されます。この記事では、石の選択については触れません (ほとんどの場合、川の小石、バルサム、珪岩、塩化タルク、またはガブロディアベースを使用することをお勧めします)。とにかく、熱容量はヒーターによって異なります。ストーブを石でいっぱいにすることはできません。この場合、お風呂が温まらず、すべての熱がすすの形でパイプに落ち着くからです。
まず、ヒーターが流れるか開くかを決定する必要があります。 最初のケースでは、石は煙道ガスによって洗浄されます。この場合、モードを設定するのは非常に簡単です。目的の効果が得られるまで、いくつかの段階でさまざまな石を選択して配置するだけで十分です。ニュアンスがあります-この場合、最高品質の木材燃料を使用する場合にのみ蒸気を使用し、水を使用する場合にのみ蒸気を追加できます。オープンヒーターの場合、これらの要件は存在しませんが、その作成は実装がより困難です。



オープンヒーターの最も単純なタイプは、火室に取り付けられたトレイです。このような装置は、横型のストーブにのみ適しています。しかし、いくつかの困難があります - 石と炉の壁との間の接触面積を正確に観察する必要があるため、試作品の研究だけでなく、予備計算の実行も必要です。精度が低いと、煙道ガスを介して加熱する別のタイプのヒーターが必要になりますが、そのようなデバイスを作成するのはより困難です。
適切な経験がなければ、縦型オーブンを優先することをお勧めします – その中で、ヒーターと水タンクが順次加熱されます。より経験豊富な人が並列回路オーブンを作る方が良いです。その場合、水はより速く加熱されます.製造が最も難しいのは、ベル型のストーブで、ヒーターも開いていると考えられています。


製造と設置
ストーブとの相互作用は、火傷の可能性と火災の危険性の両方に直接関係していることを忘れてはなりません。したがって、起こりうる結果を回避するために、ストーブの設置に特定の規則を適用し、その特性を考慮する必要があります。その操作。形状的には、必ずしも丸いとは限りません - 他のオプションがあります。異なるタイプはほぼ同じ特性を持っていますが、それらを作るのはそれほど難しくありません。ラックオーブン自体は軽量ですが、熱交換器は床から20cm以上離して設置する必要があります。基礎は、鉄筋コンクリートまたはレンガにするか、コンクリートブロックから組み立てることができます。



前提条件は、火室と送風機のドアの前に 0.5 x 0.7 m の寸法の金属板が存在することです。更衣室またはスチームルームのドアは、必ずスイングして開く必要があります。
煙突、およびストーブの他の加熱された金属部分、煙突、木製の壁および天井パネルの間の最小距離は 1 メートルです。
浴槽に火をつける前に、タンクに水を入れるのが最善です。高温の乾燥した金属製の容器に水分が入ると、蒸気ショックによる火傷の危険があります。

すべての詳細を注意深く見てください。それらを一緒に溶接する前に、設置が完了したら、テストファイアでその特性を確認することを忘れないでください:効率、コイル操作。スチームルームに入り、中にとどまります-あなたの周りの空気の暖かさを評価してください。


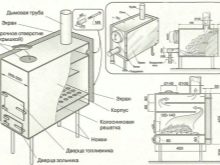
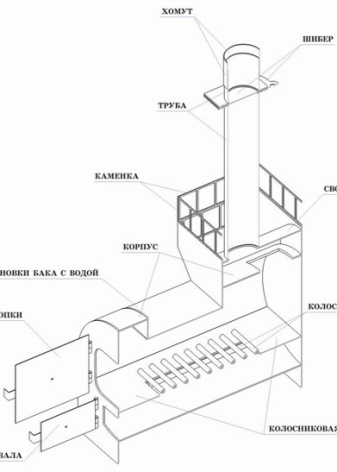
横型オーブン
自分の手で横型オーブンを作る場合、手順は次のようになります。
- グラインダーで火室を切断することは、必要な形式のパイプの一部です(図に厳密に従って)。原則として、このパイプの長さは 0.7 ~ 0.9 m です。
- 金属フレームからの火格子の製造、およびフレームに平行に溶接された補強ロッド。その間の距離は約50 cmです。
- 火格子は火室の中に固定されています。既製の金属構造を使用する場合、それらは内側に溶接された金属コーナーに折り畳まれます。
- 後で煙突として機能する上から穴が開けられ、そのサイズは15〜20 cmです.熱風が熱交換だけでなく、熱交換にも参加するように、後壁から15 cmをくぼませるのが最善です.できるだけ早く削除します。



パイプの一番後ろの壁に直接穴を開けることを主張する人もいますが、これはお勧めできません。このような操作により、炉の効率が低下し、燃料消費量が増加するためです。
次のステップは、後壁に対応するサイズの金属板を切り取り、それに溶接することです。スキームがヒーターの存在を示している場合は、ストーブの後壁に関連するシートを大きくして、上部で石のコンテナを作成する必要があります。前壁に溝が切り出され、後に灰皿と火室になります。


溶接により、ファサードが取り付けられ、最後にドアが吊り下げられます。通常、ドアは独自に作成するか、専門店から購入します。


それだけです - お風呂用のストーブは準備ができています。使用前に、金属は腐食や堆積物の可能性に対して処理する必要があります;すべての操作の後、最初の制御炉を実施してユニットの機能をテストする必要があります。


垂直
垂直炉の設計は、いくつかの点を除いて、水平炉の作成とまったく同じです。際立った特徴は、両端がそれぞれ後面と前面ではなく上面と下面を形成するとき、空間内のパイプの直接の位置です。このような炉では、石を配置する部門が炉室に直接配置されているため、そのようなユニットの製造はやや難しくなりますが、加熱された空気もより飽和します。


製造段階。
- まず、パイプに窓を切る必要があります。これは、燃焼中の燃料に酸素を供給するための送風機の溝になり、燃料の崩壊生成物である灰も収集します。パイプの下端から 40 mm 離し、グラインダーまたは弓のこで平行六面体の溝を切ります。その後、約 80 x 240 mm のサイズになります。
- 同じ軸で、燃料を入れるための別の溝を切る必要があります-ブロワー穴の上端から180〜200 mm離します。これらの切断されたセグメントは、後で火室と送風機のドアになるため、切断手順は非常に注意深く、できるだけ正確に実行する必要があります。


- 火室の高さの上には、石を敷くためのトレイがあります。火室の前端から 120 ~ 180 mm の長さを測り、直径約 350 mm の円の形に溝を切ります。このスロットは、パイプの円周から 90 度オフセットする必要があることに注意してください。
- 次のパイプは、その長さが大きい方のパイプの外径と等しくなるように切断されます。次に、材料をすくいの形にするために、上部の 4 分の 3 を切り取る必要があります。
- 空白の壁が溝で後部に溶接され、次に、半円の形の可動ドアを備えたプラグが前部に取り付けられます。これは後で石の容器として使用され、液体に液体を追加しますお風呂で舞い上がる途中の石。


- このカットは、外側のくぼみが20〜30 mmで、周囲に空きスペースがあるように、ベースパイプに挿入されます。次に、穴の周囲を注意深くやけどします。必要に応じて、鉄筋を使用して内側から固定します。
- 丸いディスクは、内部の直径に関してメインパイプと同じ直径の金属板から切り取られます。ディスクの中央に長方形が切り取られています-サイズは、鋳鉄の格子に簡単に収まるはずです。それらがない場合は、補強棒が下部に溶接され、格子の格子を形成します。
- 燃料タンクのベースには、溶接機を使用してブロワーの 20 cm 上にベース パイプを取り付ける必要があります。
- 鋼板から送風機のベースを切り出します。下から、オーブンは小さな脚に置かれます。


- 次のステップは、煙突がちょうどそれを通過する必要がある間に、水用の浴槽を作成することです.メイン パイプは側壁として使用され、下部は火室の上部ヴォールトでもあります。
- パイプの内側の直径に合わせて鋼板から底を切り出し、その上に直径30〜50mmの円形に穴を開けます。煙突。
- 煙突の一部が同じ穴に挿入され、端から100〜120 mmはみ出します。


- 水槽の底を煙突に差し込んで、石の容器の少し上で溶接します。スモーク パイプは、スクープ エリアの側面にある必要があります。
- 周囲全体に水用のバットが醸造され、下から穴が開けられ、そこにタップが挿入されます。
- ヒンジは溶接でドアをボディに取り付けます。タンクに水を入れて漏れがないか確認してください。次に、最初のテスト Firebox を実施する必要があります。


役立つヒント
ストーブを機能的にするだけでなく、目を楽しませるために、耐火塗料で塗装することができます - 耐熱塗料はそれに望ましい色を与えるだけでなく、金属を腐食から保護するのにも役立ちます.
装飾的な機能があるだけでなく、加熱された金属を運ぶ過度の赤外線からも保護するレンガで覆うこともできます。このタイプの光線は急上昇しませんが、燃えます。

自分の手でパイプからストーブを溶接する方法については、下のビデオを参照してください。





























































































コメントは正常に送信されました。