ダイヤモンドコアビットでコンクリートに穴あけ

ダイヤモンドまたはポベダイトのコア ドリルは、数十年前に同じ直径の巨大なドリルを必要としていた職人にとって唯一の方法でした。作業部の断面が 10 cm のドリル クラウン ドリルにより、あまり便利ではない位置や高所でのドリル作業がはるかに高速かつ効率的になりました。


機能と範囲
ダイヤモンドコアドリルは、粘土レンガ、強化基礎用の高強度鉄筋コンクリート、および建物の床の存在により、標準の高速度鋼または pobedit 合金の使用が非常に複雑な場所で使用されます。 コンクリート製品に1センチメートル以上の厚さのバーを持つ補強メッシュがある場合、マスターを助けます。
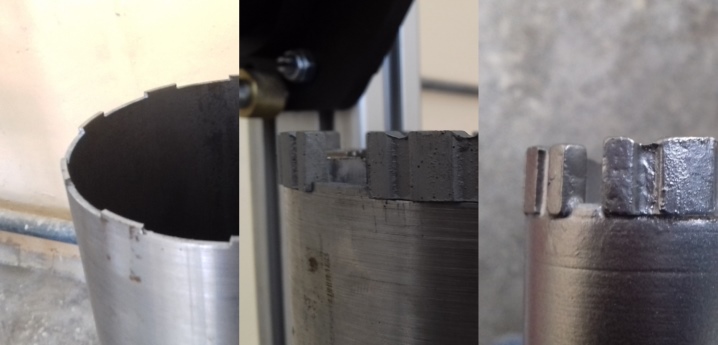
クラウンは、カットエンドを備えた中空シリンダーを含む複合ツールであり、そのエッジにダイヤモンドまたはポベディットの層が適用されます。

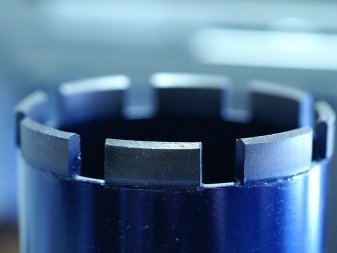
中央には取り外し可能なマスタードリル(コンクリートドリル)があります。このようなドリル(長さが短い)は、どのホームセンターでも簡単に購入できます。しかし、取り外し不可能なドリルを備えたクラウンもあり、その破損により、厳密に指定された場所に穴をあけるのが非常に困難になります。
主な構造 - パイプの一部と中央ドリルのベース - は高強度の工具鋼でできています。 勝利および/またはダイヤモンドはカッティング(パンチング)エッジのみにあります。 Pobeda やダイヤモンドの 1 ピースから作られたドリルは、既存の類似品の 10 倍の費用がかかります。


同じアパートの部屋の間に非補強非耐力パーティションが作成される低強度コンクリートも、pobedit合金で穴を開けることができます。 応力のかかっていないモードの天然石 (花崗岩、玄武岩) は、ダイヤモンド ドリルで粉砕され、切断されます。強化されていないガラスにも同じことが当てはまります。 すべてのレンガは、勝利の王冠を使用してショックモードで処理されます。この場合、(同じ直径の)ダイヤモンドを購入するのは不当に高価です。
これらすべてのルールの例外は強化ガラスです。これは、ダイヤモンドの先端で押しつぶされますが、材料を処理しようとすると、すぐに鈍いエッジを持つ小さなパン粉に砕けます。


pobedit およびダイヤモンド クラウンの適用範囲は、電気および電子通信、給水ライン、暖房、給湯および下水道の敷設です。
典型的な例はアパートの建物です。ダイヤモンドクラウンがなければ、トイレが上下に配置されているすべてのフロアに下水管(直径15cmまで)を敷設することはできません。
クラウンの範囲 - あらゆるパワーのドリルと穿孔機、ハンドヘルド掘削メカニズム。穴は、(エンジニアリング通信を敷設するための)貫通穴に加えて、非貫通設計でも開けられます:ほぞ穴ソケット、スイッチ、自動ヒューズ、メーター、内蔵センサーなどのためのくぼみ。壁にコロナ穴を開けるためのオーバーヘッド(ほぞ穴ではない)電化製品は必要ありません。


フォームおよびガスブロック、木製の壁、複合材、プラスチック製の仕切りおよび天井の穴あけは、高速度鋼製の単純なクラウンで行われます。ダイヤモンドコーティングや勝利のヒントは必要ありません。


穴あけ用クラウンの種類
ドリルビットは、直径値の広がりが異なります。 アプリケーションの各分野での特定の目的を定義します。
- 14-28 mm - 2 mm 刻みで異なります。これらは、14、16、18、20、22、24、26、および 28 mm です。 まれな例外として、25 mm などの値が含まれます。値の小さなダイヤモンド クラウン (最大 28 mm) は、ケミカル アンカー用の穴あけに使用されます。後者は、フライオーバー、大型工作機械の耐荷重サポート、およびその他の重い構造物の建設に使用されます。ケミカル アンカーには、スタッド自体より少なくとも 4 mm 大きいドリル ビットが必要です。この要件が満たされない場合、ケミカル アンカーは十分な安全マージンを提供しません。

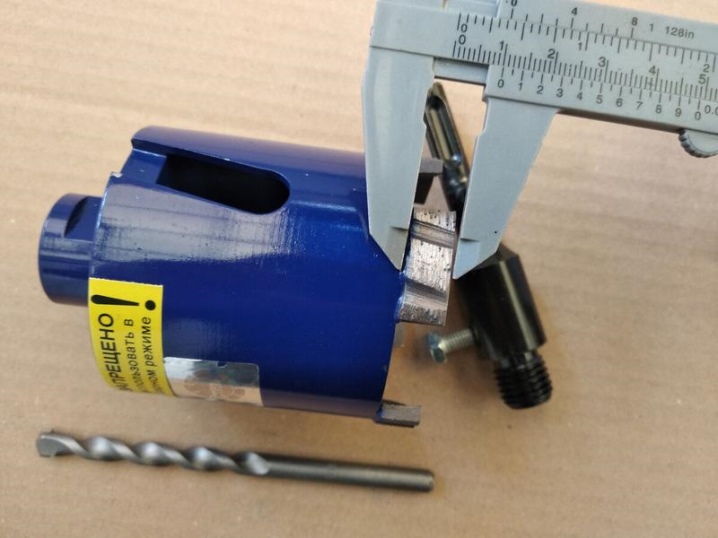
- 32~182mm。 刻みは 1 cm ですが、数字は 2 で終わります。例外は、サイズ 36、47、57、67、77、および 127 mm です。このようなドリルの作業部分のサイズ(直径)には、「丸い」値、たとえば30、40、50 mmがあります。この場合、「余分な」2 mm - 両側に 1 つずつ - 側面に 1 mm の延長です。ダイヤモンド層である1ミリのコーティングがなければ、王冠はその機能を発揮しません.たとえば、110 mm は、高強度の切削層を考慮すると、実際には 112 mm になります。
- 直径が大きくなったクラウン - 20-100 cm - 値の範囲に単一のパターンがありません。直径のステップは 25 mm または 30 mm のいずれかです。一般的なサイズ - 200、225、250、270、300 ミリメートル。大きい - 500、600、700 mm 以上。特殊なケースでは、690 mm などの個別の寸法が適用されます。

ダイヤモンドに加え、超硬(全体)クラウンを採用。 これにより、パンチャーを回転チッパーモードに切り替えることができます。これにより、補強されたより耐久性のある層の下にあるコンクリート層を壊すことができます。このようなクラウンのノズルは、負荷が増加するとすぐに(時期尚早に)摩耗します。

クラウンは、最も不適切な瞬間に破損することが多いため、その構成に最も強い合金が必要です。
例えば、 作動部分は鋸歯状の外観をしており、SDS シャンクは、日常生活で使用される国産および日本のロータリー ハンマーのほとんどのモデルに適合します。 このような解決策は、アパートのコンクリートの仕切りを小径ですばやく突破するためのオプションですが、これらの製品の耐用年数は長くありません。衝撃力が過大評価されているため、掘削の品質が著しく低下します。


掘削方法
壁や天井の特性に応じて、パーティションの材料の乾式または湿式切断が使用されます。 長時間使用されるツール (およびドリル穴の合計直線深さ) の作業リソースから取得できるようにするルールと推奨事項があります。


ドライ
掘削(パンチング)「ドライ」は、一時的な給水チャネルを編成することが不可能な場所で使用されます。クラウンは、掘削現場で非常に正確に配置する必要があります。操作中のわずかなずれにより、ツールが使用できなくなります。シャンクとチャックは潤滑する必要があります。 潤滑により、シャンクの摩耗につながる過度の衝撃摩擦が解消されます。
乾式掘削は、機器が湿気に非常に敏感な部屋で使用され、生産プロセスが中断されるため、電源を切ったり移動したりすることはできません。

濡れた
この方法の本質は次のとおりです。一定の水の流れが作業領域に供給され、摩擦によって加熱されたコアドリルを冷却します。水は圧力下で1つまたは複数の地上の大気に送り込まれますが、過度に高い圧力からの飛沫がマスターの作業を妨げないように、パンチャーに落ちないでください。作業者が感電する可能性があるためです. 水の供給を停止すると、急速な蒸発につながり、作業領域の液体が沸騰します - クラウンが過熱して故障します。

ノズルアタッチメントの種類
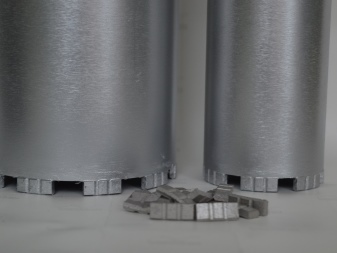
最も費用対効果の高い方法ははんだ付けです。切削歯または破片は、手作業で銀の基板に適用されます。はんだ付けにより、動作中に最大 12 ニュートンの保持力が得られます。 わずかな過熱で銀層が溶け、破片が落ちます。 ウォーターコレクターと手動ウォーターブロワーが付属しています。したがって、毎分 12 ~ 32 mm のクラウンの場合、最大 1 リットルの水が必要です。直径 1 メートルまでのクラウンは、毎分最大 12 リットルの水を必要とします。水の供給量とビット サイズの関係は非線形です。

レーザー溶接により、ドリルビットの製造工程がスムーズになります。フラグメントは完全に均等に配置され、作業領域の中心から均一なインデントがあります。
引張強度 - 最大 40 N/m。原動力として-高価な特別な機械、つまりクラウン自体も安くはありません。
ダイヤモンド層のスパッタリングが最も一般的です。 焼結中のはんだ付けとウェッジングの両方によって得られます。そのような製品は、タイル、タイル、磁器の石器、セラミックを突き破ります。セット販売 - 特定の範囲の作動直径が特定のセットに対応します。

クラウン修復
クラウンの修理は、たとえば鋼に穴をあけるときの摩耗の結果です。磨耗した刃先は、それ以上使用することはできません。しかし、ダイヤモンドの王冠は元に戻すことができます。まず、製品の摩耗の原因を特定します。このために、クラウンの水平方向の振動をチェックします。定期的な摩耗により、新しいダイヤモンド粒子が飛ばされた古い粒子の場所にはんだ付けされます。新しいクラウンを購入すると、古いクラウンを復元するよりもはるかに費用がかかります (アイテムごとにおそらく 5 倍)。リカバリの必要性は、ウィザードによって決定されます。 ダイヤモンドクラウンの修復は、次のスキームに従って実行されます。
- クラウンの作業領域から摩耗したダイヤモンド粒子が取り除かれ、作業時に建築材料の残骸がこすり落とされます。
- 小さな水平ビートで、クラウンのベアリング部分がまっすぐになります。
- 支持構造の一部が完全に摩耗した場合は、それを切断し、残りの(短縮された)部分を新しい場所でクリーニングして、ダイヤモンド粒子を適用します。

新しいダイヤモンド研磨材をはんだ付けした後、クラウンの引張強度をチェックしてから塗装します。
あまりにも短い作業部分は修復の対象外です。使い古されたダイヤモンドの内包物は蓄積できず、新しいものと交換されます。

よくある間違い
まず、マスター(作業者)が安全上の注意を守ります。 彼は、頭頂部の周りにティッシュを巻くという脅威を生み出さないオーバーオールを使用しています. また、ダイヤモンドでコーティングされた粗い表面は、防護服の縫製素材を捉えることができます。顔の上部を完全かつしっかりと覆う保護手袋、マスク、ゴーグルが必要です。

操作中の最も一般的なエラーは次のとおりです。
- 切削歯の破壊または分離は、主に乾式穿孔またはビットの詰まり (鉄筋の詰まり) が原因で発生します。
- 破片接触領域でのノズルの摩耗 - その兆候は、合金の変色です。その理由は、水のない穴あけ、クラウンの過熱、作業点での製品の回転が速すぎることです。たとえば、磁器のせっ器やスチールで頻繁かつ長時間の作業を行うと、クラウンは過剰な力と過熱の両方により、時間の経過とともに鈍くなります。
- 穴の標準直径を迂回しようとすると、内側に傾いた破片が形成され、鋭いスタート、補強材の横方向のかすめが生じます。
- 外側に突出している要素は、始動が速すぎて、必要な切断破片の数を超えており、破片が摩耗して必要な駆動力を超えていることを示しています。
- 製品自体のひび割れや破損は、横方向の影響、製品全体の水平方向のビート (位置ずれ) など、クラウンに許容できない負荷がかかっていることを示しています。後者の結果は、ノズルの壁の摩耗を含むクラウンの不均一な摩耗です。
- クラウンのへこみは、アイテムが「卵」のように曲がったことを示しており、楕円形になっています。その理由は、王冠の詰まり、それに強い打撃です。
本体の形状のその他の変化は、過度の負荷による過度の摩耗の結果です。
コンクリートへのダイヤモンドの穴あけがどのように見えるかについては、以下を参照してください。













コメントは正常に送信されました。