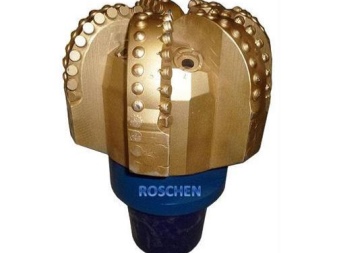
PDCビットの特長
掘削ツールは、井戸を整理するときの日常生活と、岩を掘削する必要があるときの工業規模の両方で使用されます。

設計と目的
まず、ダイヤモンド PDC ビットは、ローラー コーン ユニットで掘削するときに必要な負荷を提供できない場合に、コンパクトなリグで掘削するために使用されます。 同等以上の回転速度では、供給圧力を低くすることが重要です。
この掘削装置は、岩石の破壊に効果的なメカニズムを備えています。 掘削自体は、コアサンプリング後に実行されます。 井戸の組織に適用することが可能です。
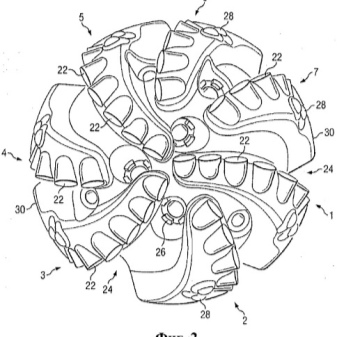
このタイプのビットは可動コンポーネントにアクセスできないため、コーン ビットと比較すると、工具の一部が失われる危険性がなく、すべて最高の耐摩耗性のおかげです。同時に、絶対負荷での耐用年数は 3 ~ 5 倍長くなります。
指定された機器を使用した掘削は、延性から硬質、さらには研磨性までの岩石で非常に可能です. 装置の設計上の特徴を考えれば、動作原理は簡単に理解できます。岩石の破壊は、実際には他の方法よりもはるかに効果的な切削研磨法によって観察されるため、柔軟な土壌への浸透率は高くなります。この指標は、他の方法で確立された指標の 3 倍を超える可能性があります。


同様の効果は、特別なケースと切断機構の素材を使用することで達成されます。
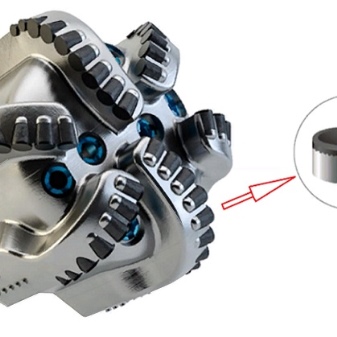
これらのビットのカッターは自己研磨できます。また、超硬ベースに多結晶ダイヤモンドの層がコーティングされています。その厚さは 0.5 ~ 5 mm です。超硬素地は多結晶ダイヤモンドに比べ摩耗が早いため、ダイヤモンド刃の切れ味が長く持続します。
掘削する岩石に応じて、このグループのビットは次のようになります。
- マトリックス;
- スチールボディで。
金属ケースとマトリックスは、ある瞬間、お互いを凌駕するチャンスがあります。たとえば、最初から、切断要素の取り付け方法に依存します。マトリックス ツールでは、単純なはんだを使用してシステムにもはんだ付けされます。
鋼に切削要素を取り付けるには、工具を 440°C の温度に加熱します。デザインが冷えると、カッターは所定の位置にしっかりと固定されます。 カッターはGOSTに従って作られています。 マーキングのデコードは、IADC コードに従って実行されます。


長所と短所
問題の製品の長所と短所について必ず話してください。 メリット より:
- 耐摩耗性;
- 一部の土壌では高効率。
- 構造内に可動要素はありません。
- 供給圧力の低下。
しかし、言及する必要がある重大な欠点もあります。 その中で:
- 価格;
- ビットの 1 回転あたりにより多くのエネルギーを適用する必要があります。

分類と表示
説明されているツールのマーキングは、次のことを意味する 4 つの記号で表されます。
- フレーム;
- どの品種を掘削できますか。
- 切断要素の構造;
- ブレードプロファイル。
船体タイプ:
- M - 行列;
- S - スチール;
- D - 含浸ダイヤモンド。

品種:
- 非常に柔らかい。
- 柔らかい;
- ソフトミディアム;
- 中くらい;
- ミディアムハード;
- 難しい;
- 強い。

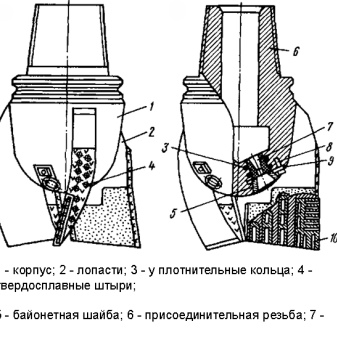
構造
処理される岩石に関係なく、カッターの直径は次のようになります。
- 19mm;
- 13mm;
- 8mm。
標準サイズはGOSTに登録されており、バイセントリックモデルもあります。
プロフィール:
- 魚の尾;
- 短い;
- 平均;
- 長いです。

メーカー
そのようなビットの生産は現在大規模になっています。 フラットなフォルムのシルバーブレットが特に人気です。
このツールは、高いパフォーマンスが特徴です。適用範囲 - 水平方向のプロジェクトでのパイロット掘削。このタイプのビットを使用すると、広範囲をカバーできます。ユニットはセメントプラグにうまく対応し、地熱プローブの設置に適しています。
Moto-Bit も同様に人気のあるブランドです。 これらのビットは、小さなダウンホール モーターでの作業に優れています。井戸の組織で広く使用されています。
複合プラグを使用する必要がある場合は、 プラグバスター ビットの使用をお勧めします。 それらの主な際立った特徴は、特許を取得した特別な円錐形のプロファイルです。他の同様のツールと比較して、このツールはより長く穴に留まり、より高い回転速度で使用できます。スラッジのサイズは小さい。ノミはニッケル合金鋼でできています。


地熱井を掘削する場合、Mudbug ビットがよく使用されます。これは、生産性の高い汎用ツールと見なされます。それらは、大量のモルタルで機能するように設計されています。
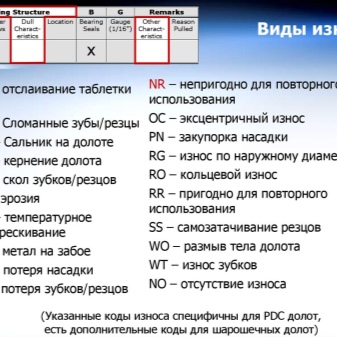
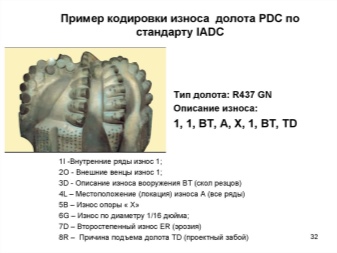
摩耗コード
IADC 摩耗コードには 8 つの位置が含まれています。 テンプレート カードは次のようになります。
|
私 |
〇 |
D |
L |
B |
G |
D |
R |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
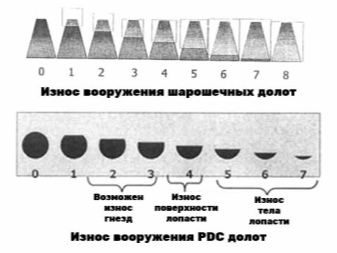
この場合、I - 武器の内部要素をスケールで説明します。
0 - 摩耗なし;
8 - 完全な摩耗;
O - 外部要素。0 と 8 は同じ意味です。
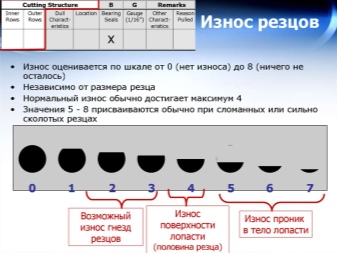
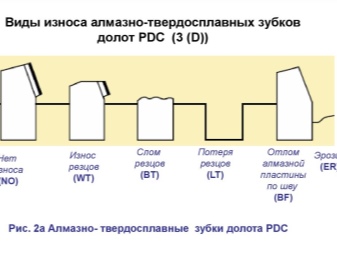
D - 摩耗の程度のより詳細な説明。

|
紀元前 |
カッタースクラップ |
|
bf |
継ぎ目に沿って壊れたダイヤモンド プレート |
|
BT |
壊れた歯またはカッター |
|
BU |
大網オンビット |
|
CC |
コーンに亀裂が入る |
|
CD |
回転の損失 |
|
CI |
カッターオーバーラップ |
|
CR |
ビットパンチング |
|
CT |
欠けた歯 |
|
小胞体 |
浸食 |
|
FC |
歯先研削 |
|
HC |
熱分解 |
|
JD |
底部の異物による摩耗 |
|
LC |
カッターロス |
|
LN |
ノズルロス |
|
LT |
歯または切歯の喪失 |
|
OC |
風変わりな摩耗 |
|
PB |
SPO の損傷 |
|
PN |
ノズルの詰まり |
|
RG |
外径の摩耗 |
|
RO |
リングウェア |
|
SD |
ビットレッグの損傷 |
|
SS |
自動研磨歯の摩耗 |
|
TR |
尾根形成 |
|
WO |
ツール洗浄 |
|
重量 |
歯またはカッターの摩耗 |
|
いいえ |
摩耗なし |

L - 場所。
カッターの場合:
「N」 - 弓の列。
"M" - 中央の行;
「G」 - 外側の列。
"A" - すべての行。
ノミの場合:
"C" - コーン;
"N" - トップ;
"T" - コーン;
「S」 - ショルダーパッド。
"G" - テンプレート;
"A" - すべてのゾーン。
B - ベアリングシール。
オープンサポートあり
リソースの説明には、0 から 8 までの線形スケールが使用されます。
0 - リソースは使用されていません。
8 - リソースは完全に使用されています。
密閉ベース:
「E」 - シールは効果的です。
"F" - シールが故障しています。
"N" - 判別不能。
「×」 - シールなし。
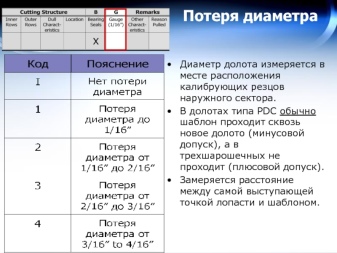
Gは外径です。
1 - 直径に摩耗はありません。
1/16 - 直径の摩耗は 1/16 インチです。
1/8 - 直径の摩耗は 1/8 インチです。
1/4 - 直径の摩耗は 1/4 インチです。
D - 軽微な摩耗。


「BC」 - スクラップカッター。
「BF」 - 縫い目に沿ったダイヤモンド プレートの廃棄。
「BT」 - 削られた歯またはカッター。
「BU」 - ビットの詰め物ボックス。
「CC」 - コーンの亀裂。
「CD」 - コーンの摩耗、回転の損失。
「CI」 - 円錐の重なり。
「CR」 - ビットパンチ。
「CT」 - 欠けた歯。
「ER」 - 浸食。
「FC」 - 歯のてっぺんの研削。
「HC」 - 熱分解。
「JD」 - 底部の異物による摩耗。
「LC」 - カッターの損失。
「LN」 - ノズルの損失。

「LT」 - 歯または切歯の喪失。
「OC」 - エキセントリックウェア。
「PB」 - SPO中のダメージ。
「PN」 - ノズルの詰まり。
「RG」 - 外径の摩耗。
「RO」 - リングウェア。
「SD」 – ビット脚の損傷。
「SS」 - 自動研磨歯の摩耗。
「TR」 - 底部の尾根の形成。
「WO」 - 器具の洗浄。
「WT」 - 歯またはカッターの摩耗。
「いいえ」 - 摩耗なし。

Rは掘削を持ち上げたり止めたりする理由です。
「BHA」 - BHAの変化。
「CM」 - 泥処理。
「CP」 - コア サンプリング。
「DMF」 - ダウンホールモーターの故障。
「DP」 - セメント掘削。
「DSF」 - ドリルストリングによる事故。
「DST」 - リザーバーテスト。
「DTF」 - ダウンホール ツールの故障。
「FM」 - 地質状況の変化。
「HP」 - 事故。


「HR」 - 時間の上昇。
「LIH」 - 下部のツールの損失。
「LOG」 - 地球物理学研究。
「PP」 - ライザーの圧力の増減。
「PR」 - 掘削速度の低下。
「RIG」 - 機器の修理。
「TD」 - デザインのボトムホール。
「TQ」 - トルクの増加。
「TW」 - ツールラペル。
「WC」 - 気象条件。

下のビデオの PDC ビットの機能。
































































コメントは正常に送信されました。