丸鋸用研磨ディスク

機械または丸のこ用の研磨ディスクの角度を正しく選択することは、すべての操作を自分で実行する場合の成功の重要な要素です。この場合、歯の鋭さを回復することは特に重要であり、マスターは非常に慎重に行動する必要があります。 はんだ付けされた木材で鋸刃を自分の手で適切に研ぐ方法について、さらに詳しく説明する価値があります。
摩耗を判断する方法は?
切削要素の品質の低下は、主にその歯の鋭さの低下に関連しています。 丸のこ用のディスクの研ぎは、深い損傷が現れて回復が不可能になる前に、タイムリーに行う必要があります。摩耗の兆候を判断することは、マスターの側で特別な注意を必要とする作業です。

ツールが特別な方法で動作する場合は、研磨を行う必要があります。
- 熱くなる、タバコを吸う。 鈍い鋸刃は、エンジンにかかる負荷の強度を高めます。過熱すると、熱が集中的に放出され始め、発煙し、故障することさえあります。
- 圧力を上げる必要があります。 この機能は、主に材料供給が機械式のモデルに適用されます。のこぎりでいつもより力を入れなければならない場合は、切断刃の切れ味を確認する価値があります。
- ワークにすす、油、特有の不快な臭いが残ります。

丸鋸の操作中に特定されたこれらの兆候のいずれかは、ディスクを交換または研磨する時期であることを示しています。ツールから取り外すだけで、摩耗の程度をより正確に判断できます。
研ぎの原理と角度
丸鋸刃のデザインの刃には、2 つの側面、前面、背面の 4 つの面があります。 形では、これらすべての要素はいくつかのグループに分けられます。
- 直接。 このような歯は、材料を縦方向に高速で切断する場合に必要です。切断の品質と精度は特に重要ではありません。
- 斜め。 このタイプの歯は、常に左側または右側にシフトした傾斜面を持っています。ほとんどの場合、そのような要素はディスク上で交互に配置され、エッジは可変面取りと呼ばれます。木材、プラスチック、チップボードなど、さまざまな種類の材料の下で、特定の傾斜角度が設定されています。合板を鋸引きするときに最大になり、前部または後部を傾けるオプションを使用できます。
- 台形の形で。 丸鋸刃のこのような歯には、1つの大きな利点があります-ゆっくりと鈍くなります。通常、刃先では、それらの上にある直線と組み合わされます。この場合、大まかな作業には台形要素が使用され、直線はきれいな切断を実現するのに役立ちます。このようなディスクは、ポリマーシート、MDF、パーティクルボードの加工に使用されます。
- 円錐形。 それらは補助的でもあり、ラミネートやその他の壊れやすい材料を切断するためにディスクで使用されます。エレメントの特殊な形状により、チッピングやその他の損傷から表面を保護します。ベベル歯の前端は通常、まっすぐまたは凹んでおり、細かい鋸引きに適しています。


鋸刃に使用される歯のタイプに応じて、適切な研ぎ角度やその他のパラメータが選択されます。 各要素の個々の特性を考慮せずに、すべての要素を一般的な勾配で処理することは固く禁じられています。

円形ツールの各鋸刃には、研ぐ必要がある 4 つの主な角度があります。それらは、歯の形状とともに、刃先の形状を決定します。個々の要素ごとに、表面カットの角度と直接前部、後部部分を測定するのが通例です。
のこぎりの種類、目的、質量に応じて、可能なオプションが区別されます。
- 縦挽き用。 このようなディスクは、15〜25度の鋭利なすくい角を使用します。
- クロスカット用。 ここでは、5 ~ 10 度の正面角度が使用されます。
- ユニバーサル。 この場合、すくい角の領域にある工具の歯は15度研がれています。
処理される材料の種類も重要です。難しいほど、選択した角度のインジケーターを小さくする必要があります。柔らかい木材はより広い角度で切断できます。

硬質合金ホイールを使用すると、摩耗は文字通り肉眼で見ることができます。この場合、前面は背面よりも集中的に消去されます。
何が必要になりますか?
丸ノコに取り付けた刃の研ぎのみ可能 特別なツールを使用して。 作業中の精度を高めるために、このプロセスを大幅に簡素化する専用の機械が使用されます。また、より原始的なツールを使用することもできます-ファイルと固定用のバイス、および木片。


研ぐ方法は?
勝利のはんだ付けの円または丸のこ用の通常の木製のこぎり刃はかなりです 手で研ぐことができます歯の鋭さを取り戻します。確かに、作業を行うときは、多くの要因を考慮する必要があります。それらは、手動または機械を使用した研ぎ方の選択に影響を与える可能性があります。 高精度化による機械化加工、しかし、そのためには特別な機器を購入する必要があります。

手動研磨ディスク
鋸刃の歯の鋭さを復元するこの方法を選択すると、利用可能なツールが使用されます。専用の平型スタンドを用意するだけでOK。ディスクを手に持つ必要がなくなり、怪我を防ぐことができます。
スタンドには次の要件があります。
- 処理された表面との軸のレベルの一致;
- ギアサークルを垂直面に配置する可能性。
- スイベルジョイント。

スタンドはマウントとして機能するだけでなく、鋸刃の歯をさまざまな角度で研ぐことができ、作業中の安全を保証します。 色付きのマーカーで表面を予備的にマーキングすると、より高い精度を達成するのに役立ちます。さらに、万力を使用して、円をスタンドに押し付けます。
グラインダーはそれ自体を研ぐプロセスを容易にするのに役立ちますが、経験豊富な職人は簡単なヤスリでわずかな鈍化を取り除きます.

多方向の歯は、円の 2 つの側面からの処理が必要です.この場合、ディスクは最初にマークされた側で水平に取り付けられ、次に回転します。アクションが繰り返されます。必要に応じて、歯の種類が混在するディスクで研ぎを行う場合、角度を変更できます。

グラインダーの使用
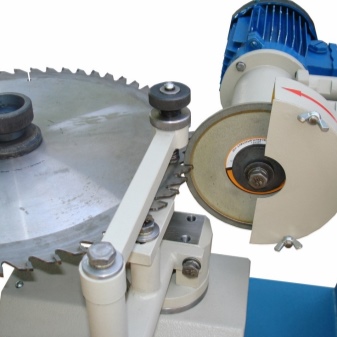
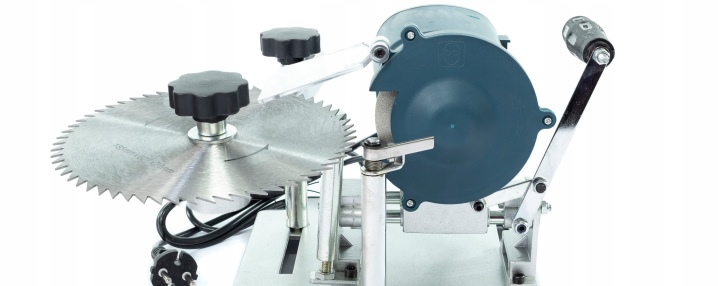
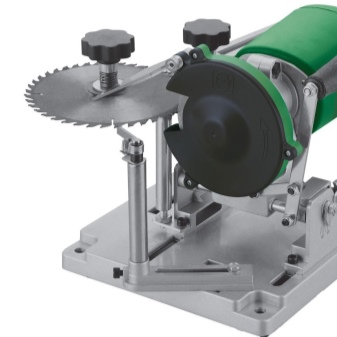
手動または電動ドライブを備えた特別な装置が手元にある場合、鋸刃の歯の鋭さを元に戻す問題は簡単かつ迅速に解決されます。特別な研削盤はコンパクトな寸法で、非常に移動可能で機能的です。自宅のワークショップでの使用に適応させることができます。

丸のこで円を研ぐための機械を選択する必要があります。使用する研磨剤の材質に注意してください。 最適なオプションは次のとおりです。
- 炭化ケイ素(緑);
- CBNにダイヤモンドパウダーをコーティング。
超硬ディスクは工具で研ぐのが難しいことを考慮することが重要です。


勝利のスプレー、コーティングとしての他の複雑な要素を使用したオプションも、操作中に問題を引き起こす可能性があります。機械でも、研ぎの成功を保証することは困難です。
研削装置での作業は、可能な限り簡単です。 マスターは、準備されたディスクをロック付きの特別なサポートに固定し、いくつかのアクションを実行するだけで済みます。
- 1 本の歯にマーカーまたはチョークで印を付けます。
- 処理が実行される必要な角度が測定されます。特別な要件がない場合は、15 度のユニバーサル スロープが選択されます。
- 0.05~0.15mm削ってから研ぎ始めます。必要な切れ味を得るために、各歯を順次処理します。
超硬ディスクを研ぐときは、それをお勧めします 歯の表裏の金属を同時に研磨します。 従来の鋼や合金を使用する場合は、少ない労力で作業できます。正面だけを十分に研ぎます。

勝利のディスクを扱うときは、まずほこりや汚れを取り除く必要があります。 異物を取り除くためだけに、機械的ストレスを加えないようにすることが重要です。この場合、歯の作業面は順次処理されます。 1か所で20〜25回以上過ごすことはできません。マシンは通常、わずか 1 回のパスで鈍いエッジを除去します。ディスクが消耗したら、新しいディスクと交換するだけです。
のこぎりの研ぎ方については、以下のガイドを参照してください。













コメントは正常に送信されました。