リップソーについて

のこぎりは、のこぎり刃が装備されている場合、作業に最も効率的であると考えられています。カット自体の品質、作業速度、および拒否された要素の割合と無駄の存在は、このサークルの正しい選択に大きく依存します。このデバイスの機能に応じて、縦方向と横方向のソーイングが区別されます。
鋸引きの種類
のこぎりは、閉じたカットで作業できる多数のブレードを備えた鋭利なツールです。カットとは、作業工具の鋭い歯でチップを切断するときに木材に現れるかなり狭い隙間です。通常、側壁はカットと区別され、底部も同様です。ブレードが相互作用するのはそれらとです。 傾斜角度と木材に対するのこぎりの位置に応じて、いくつかのタイプののこぎりが区別されます。
- 縦。 この場合、平面は木材繊維に平行またはほぼ平行です。この機構により、材料を長さ方向と幅方向の両方で縦方向に切断すると、鋸フレームが動作し、丸太を切断するために使用される帯鋸や丸鋸、梁がボードに切断されます。
- 横。 ここでは、鋸は繊維に対して垂直またはほぼ垂直です。この場合、鋸引き自体は、クロスカットソーとハックソー、およびトリミングマシンを使用して手動で行われます。木材繊維を処理するこの方法は、丸みを帯びたブランクに切断し、木材の欠陥を取り除き、製材に必要な品質と寸法を与えるために使用されます。
- 混合。 この場合、ツールの平面は、木材に対して 10 ~ 80 度の範囲に配置できます。



どちらのソーイング方法が優れているかについて言えば、クロスソーはより単純化されていると見なされることに注意してください。このスキームには、軸を90度回転させるために必要な複雑なギアボックスがないため、ギアははるかに効率的に機能します。これにより、クロスソーの耐久性が向上し、モーターが建物の外に出るリスクがはるかに低くなり、一般的にツールの寿命が長くなります。
同時に、ある種の作業は縦断以外の方法では実行できないことを理解する必要があります。そのため、縦のこぎりの主なパラメーターについて詳しく説明する価値があります。


特徴
リップソーイングは、木材の自然な木目パターンと平行に行われるソーイングプロセスです。この場合、カッターが傾斜して配置された円形ディスクが使用され、それらの尖ったエッジは繊維を効果的に切断し、はがれ始め、おがくずを形成します。このような加工の過程で、木の部分の表面に凹凸やコケやガウジが現れることがよくあります。それらの外観は、木の寿命の間に形成される繊維の特性によって説明されます。
結果として得られる表面プロファイルは、カーフの拡張方法、およびセットのサイズと歯の形状の影響を受けます。通常、後者は三角形として鋭利になっているため、このようなディスクは一方向にしか操作できません。

鋸刃の設計
効率的なリッピングには、適切なブレードの選択が不可欠です。歯が大きいほど、そのような鋸引きが容易になることに注意してください(比較のために、横方向のカットで作業する場合、大きな歯は非常に荒く作用し、文字通り木材を引き裂き、チップにつながります)。そのような歯の間の空洞もできるだけ深くする必要があります-この場合、切りくずの除去がより良くなります。スリットに最適な刃数は 20 ~ 24 個です。
仕事で両方のタイプの鋸引きを実行する必要がある場合は、合計46〜48個の中型の歯を持つ円のツールを優先することをお勧めします。


縦方向のカットで作業する場合は、細かい歯のディスクを使用しないでください。これには、作業速度の低下、デバイスの大幅な過熱、およびそのような不快な結果が伴います。
- 鋸刃が輝き始めます。
- のこぎりは切断線から横に移動することがよくあります。
- 過熱領域では、材料が「膨張」し始め、摩擦が大幅に増加します。
- のこぎりは変形しており、切断面というよりプロペラのように見えます。
急速な過熱の可能性を減らすために、鋸刃に小さな切り込みと穴が作られ、温度補償器として機能します。それらは通常、半径に沿ったエッジに配置されます。



一部のモデルでは、銅化合物が部分的に充填されているため、騒音レベルが低下し、エンジンの急速な冷却に貢献しています。のこぎりは通常、1つの金属から鋳造されるか(モノリシックと呼ばれます)、またはさまざまな硬質合金からのはんだ付けを含めて鋳造されます。 各オプションには長所と短所があります。
- モノリシック、 原則として、すぐに鈍くなるので、研いで修正する必要があります。ただし、この手順は非常に単純で複雑ではないため、自宅で自分で実行することは十分に可能です。通常、これらのディスクは、縦方向と横方向の両方の鋸引きに使用されます。そのような機器のコストは非常に民主的です。
- 炭化物 円ははるかに高価ですが、同時に、最初の研ぎまでの使用期間が長くなります。このツールの研磨は、専用の機器でのみ実行できます。それにもかかわらず、再研磨の必要性が生じるよりもはるかに早くコストが回収されるため、消費者の間でより需要があるのはこれらのブレードです。超硬ディスクは、木材だけでなく、金属、ラミネート、プレスボードなどの素材にも適しています。



縦方向に使用する電動のこぎりのいくつかのパラメータに特別な注意を払う必要があります。
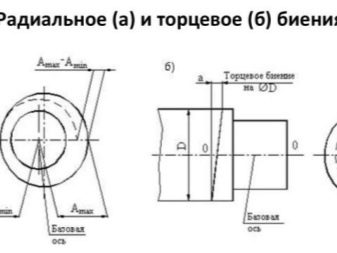
- ラジアルまたはエンドランアウト。特に正確な作業の場合、最も重要な指標の 1 つは、カットの主平面からの円の偏差です。放射状または端部のランアウトがある場合、カットの透明度が損なわれる可能性があります。最適な許容振れは 0.15 mm で、最高品質のモデルのパラメータは 0.05 mm 以内です。
- リッピングカットはマイターソーブレードで行うべきではないことに注意してください.マイターソーブレードは、木材部分に異なるブレードパスを持っています.たとえば、振り子ツールのホイールは通常、負の角度に設定されています。これにより、モーターの負荷が軽減され、作業エッジがより速く簡単に切断されます。その結果、歯の正の角度に配置されたディスク円と比較して、効率が向上します。そのようなディスクが振り子の軌道に沿って混合されている場合、鋸はその歯の最も鋭い部分ではなく、単純に繊維に切り込みます。これらすべてが、モーターの負荷の増加、過熱、および効率の低下につながります。負に研磨された歯を備えたディスクを円形スラブに使用すると、木材が反発し始め、おがくずがうまく出ません。この場合、カットははるかに遅くなります。

微妙な選択
リップ ソー アタッチメントは、専門の販売店から購入するのが最適です。 -小さな小売店とは異なり、ここではユーザー向けの完全な説明と説明が製品に含まれており、売り手は必要な知識を持ち、詳細なアドバイスを提供できます.ディスク自体の情報を必ずお読みください。通常、ここでは矢印の助けを借りて、切断の方向(横方向または横方向)、回転数での最大切断速度、および歯の傾斜角度を示します。通常、負の角度は neg、正の角度は pos として表されます。通常、これらの記号の前には文字が付きます。これは度の大きさを示します。
ディスクを目視検査し、その品質を確認する必要があります。たとえば、鈍い歯は研ぐことができますが、体が弱いことが判明した場合、この欠陥を修正することはできません.


必ず研削の品質を研究してください。 鋸刃が良好な場合、研削による顕著な円が中心から端に発散します。彼らは、スタンピングの後、そのような円は必然的に較正され、次に研磨され、最も効率的な作業状態になったことを示しています。
円が安価な場合、通常は追加の改良は行われず、シート全体を研磨することで最大になります。研磨が不十分な面に欠けた樹脂が付着し、作業に大きな支障をきたします。
パワーソーのより高価なモデルの場合、碑文はレーザーで適用されるため、使用期間全体にわたってマーキングが保持されます。これは、その後の工具の研ぎにとって非常に重要です。



詳細については、次のビデオを参照してください。













コメントは正常に送信されました。