粉体塗装工程の特徴

粉体塗装は昔から使われています。しかし、そのアプリケーションの技術を必要な範囲で所有していない場合、必要な経験がない場合は、間違いを避けるためにすべての情報を徹底的に研究する必要があります.私たちがこの資料を捧げるのは、彼らの予防です。

特徴
粉体塗料は、粉末化されたポリマーから作られ、スプレーによって特定の表面に塗布されます。コーティングに望ましい特性を与えるために、コーティングは熱処理され、溶融粉末は厚さが均一なフィルムに変わります。この材料の主な利点は、耐食性、優れた接着性です。高温と低温が交互に繰り返される場合を含め、高温の影響下で、粉体塗料はその優れた品質を長期間保持します。機械的および化学的影響にも十分耐え、湿気との接触によって表面が乱れることはありません。

これらすべての利点は、粉体塗料が視覚的な魅力とともに長期間維持します。表面をペイントして、さまざまな色調や質感を実現し、導入する添加剤を変えることができます。マットで光沢のある光沢は最も明白な例であり、この装飾は粉体塗装ですばやく簡単に作成できます。しかし、より独創的な塗装も可能です。立体的な効果、木の外観の再現、金、大理石、銀の模倣などがあります。



粉体塗装の明らかな利点は、1 つの層を塗布するだけですべての作業を完了できることですが、液体組成物を使用する場合、これは達成できません。さらに、溶剤を使用したり、塗料組成物の粘度を監視したりする必要はありません。目的の表面に付着していない未使用の粉末を回収し(特別なチャンバーで作業する場合)、再度スプレーすることができます。その結果、継続的に使用したり、一度に大量の作業を行ったりする場合、粉体塗料は他の塗料よりも収益性が高くなります。そして良いことは、インク層が乾くのを待つ必要がないことです.
これらすべての利点と、最適な環境への配慮、強力な換気の必要がないこと、作業をほぼ完全に自動化できることは、検討する価値があります。


この手法のマイナス面を忘れないでください。
- 動作中またはその後の使用中に何らかの欠陥が現れた場合、コーティングが損傷した場合は、オブジェクト全体または少なくとも 1 つの面を最初から再塗装する必要があります。
- 家庭では、粉体塗装は行われず、非常に複雑な設備が必要であり、チャンバーのサイズによって塗装するオブジェクトのサイズが制限されます。
- 塗装層の焼けた部分が復元されないため、塗装を着色したり、溶接する部品、構造物に使用したりすることはできません。

どのような表面を使用できますか?
強力な接着性により、粉体塗装プロセスはステンレス鋼に最適です。一般に、家庭用、産業用、および輸送用の金属製品を処理する場合、粉末は液体製剤よりもはるかに頻繁に使用されます。これは、倉庫および取引装置、工作機械、パイプラインおよび井戸の金属のコンポーネントがどのように塗装されるかです。適用の容易さに加えて、この処理方法に対するエンジニアの注目は、火災および衛生面での塗料の安全性、その毒性のレベルがゼロであることによって引き付けられます。
鍛造構造、アルミニウムおよびステンレス鋼製品は粉体塗装されている場合があります。 コーティングを適用するこの方法は、実験室、医療機器、およびスポーツ用品の製造でも実践されています。



外部亜鉛層を含む鉄系金属、セラミック、MDF、プラスチックで作られた製品も、粉体塗装に適した下地となります。
ポリビニルブチラールをベースにした染料は、装飾特性が向上し、ガソリンに耐性があり、電流を伝導せず、研磨物質との接触によく耐えます。水の浸入に耐える能力は、たとえ塩水であっても、パイプラインを作成したり、ラジエーターを加熱したり、液体と接触するその他の通信を行う場合に非常に役立ちます。
アルミプロファイルの表面に特殊な粉末を塗布する場合、腐食防止よりも美しい外観を優先します。装置の仕様を考慮して、染料の組成と基質の特性に応じて、必ず操作モードを選択してください。サーマル インサートを備えたアルミニウム プロファイルは、200 度以下に加熱された場合、最大 20 分間処理されます。止まり穴のある金属製品を塗装する場合、静電法は摩擦静電法よりも悪いです。



暗闇での光がより重要な場合、道路標識やその他の情報構造で作業する場合、粉末蛍光塗料の使用が実践されます。ほとんどの場合、最も実用的で最も均一な層を作成するため、エアロゾル製剤が使用されます。



繁殖方法は?
粉体塗料をどのように希釈するか、塗装前にどのような割合で希釈するかという問題は、原則として専門家の前ではありません。ご存知のように、このタイプの塗料による染色は完全に乾燥した状態で行われ、実験者がこの混合物をどのように希釈して溶解しようとしても、成功しません。

消費
粉体塗装の魅力は否めません。ただし、その必要性を正確に判断し、m2あたりの着色組成がどれだけあるかを調べる必要があります。作成される層の最小厚さは100ミクロンです。染料の使用を減らすために、スプレーすることが望ましいです。エアロゾル塗布法では、1平方メートルあたり0.12〜0.14kgの材料を費やすことができます。ただし、これらの計算はすべて概算であり、数字の順序を決定することができます.
塗料の特性を知ることで正確な査定が可能 それが適用される基板の特性。ラベルやパッケージに示されている標準は、広告ポスターを誇示し、毛穴を含まない表面を塗装することを意味することを忘れないでください.プラスチックや金属にはわずかな気孔しかないため、塗装する場合でも、メーカーが規定するよりも少し多くの染料を使用する必要があります。他の材料を処理する必要がある場合、コストは大幅に増加します。したがって、粉体塗装サービスの請求書に「誇張された」数字が記載されていても怒らないでください。


特定のグループに属するものに応じて、装飾的、保護的、および複合コーティングがあり、さまざまな厚さの層が形成されます。また、サーフェスの幾何学的形状とその操作の難しさを考慮する必要があります。
着色
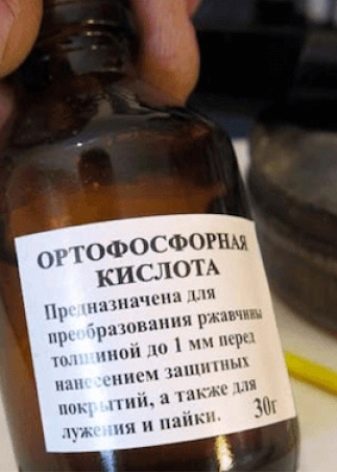
ご存知のように、自宅で粉体塗料で何かを塗装することは不可能です。それらを産業規模で使用する際の主な困難は、準備作業の過程で発生します。この技術は、わずかな汚染を表面から取り除き、脱脂する必要があることを提供します。粉の付きをよくするために表面をリン酸塩処理してください。
準備方法に従わないと、コーティングの弾力性、強度、外観の魅力が低下します。汚れは、機械的または化学的洗浄中に除去できます。アプローチの選択は、技術者の決定によって決定されます。


酸化物、腐食部分、およびスケールを除去するために、砂または鋳鉄または鋼で作られた特殊な顆粒を噴霧するショット ブラスト マシンがよく使用されます。圧縮空気や遠心力により砥粒を正しい方向に飛ばします。このプロセスは高速で発生するため、異物が表面から機械的に叩き出されます。
塩酸、硝酸、リン酸、または硫酸は、塗装面の化学的処理 (いわゆるエッチング) に使用されます。この方法は、複雑な機器を必要とせず、全体的なパフォーマンスが向上するため、やや単純です。ただし、エッチングの直後に、残りの酸を洗い流して中和する必要があります。次に、リン酸塩の特別な層が作成されます。その形成は、他の場合のプライマーの塗布と同じ役割を果たします。

次に、部品を特別なチャンバーに入れる必要があります。これは、作動混合物の消費を減らして閉じ込めるだけでなく、周囲の部屋の塗料汚染も防ぎます。現代の技術には、ホッパー、振動ふるい、吸引装置が常に装備されています。大きなものを塗装する場合は透過型カメラを使用し、比較的小さな部品はデッドエンドマシンで処理できます。
大規模な産業では、自動塗装チャンバーが使用されています「ピストル」形式のマニピュレーターを内蔵。このようなデバイスのコストは非常に高くなりますが、完全に完成した製品を数秒で入手できれば、すべてのコストが正当化されます。通常、噴霧器は静電効果を使用します。つまり、粉末は最初に特定の電荷を受け取り、表面は反対の符号で同じ電荷を受け取ります。もちろん、「銃」は粉末ガスではなく圧縮空気で「撃ちます」。



仕事はそれだけでは終わりません。ワークピースは特別な炉に入れられ、そこで高温で粘性層で覆われます。さらに露出すると、乾燥して均質になり、可能な限り強くなります。処理ルールは非常に厳格であるため、専門的な機器を使用するだけでなく、プロセス全体を専門家だけに任せる必要があります。ペイント層の厚さは小さく、その正確な値は使用された組成によって異なります。場合によっては、プライマーを、常に無機成分からなる別の事前に適用された塗料に置き換えることが可能です。
保護マスクのみで任意の材料に粉体を塗装することが可能であることに注意してください、チャンバーが密閉されていると確信しているかどうかに関係なく。粉体塗料を磨くことは断固として不可能であり、一度塗布すると、再塗装または完全に除去することしかできません。マスターの言葉と添付文書の正確さを確認するために、常に厚さゲージを使用して塗布層を確認してください。

以下の粉体塗装プロセスを参照してください。













コメントは正常に送信されました。