薄いゲージ: 定義および処理技術

木材加工は、独自の特徴を持つ非常に複雑なプロセスです。このトピックは木工に真剣に取り組みたい人にとって非常に重要であるため、その定義と処理技術は個別に検討する必要があります。

それは何ですか?
まず第一に、シンナーとは何かを理解する価値があります。その名前から、これは直径の小さい木材であるとすでに推測できます。この定義をさらに細かくすると、 最も薄いのは丸太で、その幹の厚さは種にもよりますが 300 mm を超えません。 原則として、この材料は針葉樹や小さな森で最もよく見られ、直径が小さいため特定の地域に役立ちます。


基本的に、シンナーはマツでできています。この木は非常に細く、わが国の領土にある他の針葉樹の代表者の中で最もよく見られるからです。 実際、細いゲージで作業することは、森林伐採者が期待できる最も楽しいことではありません.すべての理由は単純です-そのような材料の処理はコストで利益がありません。適切な幹の直径を持つ大きな丸太を処理できる本格的な製材所を使用することで、後で細い丸太を販売して得られるよりも多くのお金を費やすことになります.


しかし、そのような素材を扱う必要があり、薄い丸太からでも消費者が必要とする製品を作ることができるので、それから逃れることはできません.これらのうち、さまざまなサイズのバー、およびエッジのあるものとエッジのないもの両方のキャリッジと小さなボードに注目することができます。身体的特徴に基づいて、 シンナーは特別な処理が必要です。
これは、プロセス自体とその段階、および機器の両方に適用されます。


加工設備
薄板製材所は従来の製材所とは異なり、特別な設計であり、コストと相まって、メーカーは薄板材にのみ必要なメカニズムと能力を使用できます。この製材技術は、特定のサイズの材料を製材するために設計されていることに注意してください。したがって、幹の直径の範囲はそれほど大きくないため、操作には特別な注意と正確さが必要です。
「シロアリ」 - 設計上の特徴により、かなりの数の消費者がいる国内メーカーの機械.それらの利点はシンプルさと信頼性と言え、シンナーや製材所などの材料でも処理するときに利益を上げることができます。このメーカーのモデル範囲の中で、最も一般的な改造であり、販売されたコピーの数が最も多い傾斜した 150E-6 に注目する価値があります。
このモデルは、最大長が 6 メートルまで、処理される材料のサイズが 100 ~ 230 mm の、より薄い鋸引き用に設計されています。この場合の最小の長さは 1.8 メートルからです。



これらのマシンの範囲は、設計機能に反映されている低コスト向けに最適化されています。
- 丸めなし。 この機能は、薄いゲージを処理する場合は単に必要ないため、不要として削除されました。製品のコストを増加させるのはこの操作であり、これはシリンダースピンドルの修理と、より高い材料送り速度に含まれます。これらの利点は必要ないため、それらが存在しないと、マシン自体だけでなく、その操作もより有益になります。
- フライスシャフトの同期調整.この機能により、マシンのセットアップに費やす時間を大幅に短縮できるため、数倍速く作業を開始できます。
- 最小直径の鋸の設置の可能性。 幹の厚みが小さいため、従来の製材所で使用される標準的なものよりも安価な小型の切削工具を使用することができます。
- 最小限の歯数で鋸を操作する能力.のこぎりは非常に高価なコンポーネントであるため、この機能により、製材所の装備を大幅に節約できます。一般に、メンテナンス費用は70,000ルーブル削減できます。



について 主な特徴 150E-6、 次に、操作モードに応じて調整可能な送り速度に注意してください。これは、4、6、8、および 12 m / 分です。設置された鋸の数は1〜6個で、機械の総設置電力は97.2 kWで、そのうち2.2は送り機構に、37は鋸スピンドルに、36と22は1番目と2番目のフライススピンドルに使用されます行、それぞれ。機械の長さは 5.15 メートル、幅と高さはそれぞれ 2 メートル、装置と工具を除いた重量は 4200 kg です。



もう1つの有名なマシンはUPT-250MTで、直径80〜280mmの薄いゲージを扱う場合の普遍的な技術です。.同時に、ワークピースの長さは1〜6メートルの範囲で変化し、最終製品の寸法は、このモデルに装備されている特別な電子定規によって設定されます。このようなツールがあれば、完成品の適切な寸法を最も正確に設定できます。
このモデルの利点の中で、エネルギー消費量が 76 kW に削減される一方で、機器の性能と品質が失われることはありません。この機能により、機械のコストとコストが削減されます。特筆すべきは3ミリというカットの精度。 これにより、ユニットの利益と自給自足に大きな影響を与える、できるだけ多くの有用で有用な資料を入手できます。
技術をより用途の広いものにするために、製造業者は加工可能な湾曲した不均一な丸太の存在を提供しました.現在、技術革新により、そのような材料を使用して、そこから使用可能な木材を抽出することが可能になりました.サイド カッター間の動作距離が変更され、最大除去量が 72 mm になったため、事前に森林を選別する必要がなくなりました。

他の技術的機能に目を向けると、組み込みのレーザーの存在に言及する価値があります。これにより、既に構成されているソーイングパラメーターを使用すると、将来の材料の投影である線を確認できます。 これにより、木材収穫の汎用性と多様性が増し、電子定規を使用して寸法を設定するプロセスも簡素化されます。基本的な技術機器を使用すると、送り速度、最大出力、すべてのモーターとドライブの負荷など、多くの特性を変更できます。
切断された材料が作業員に付着するのを防ぐ保護カバーがあります。水平ディスクの数は 6 個に達することができます。両側にあり、その直径は 250 mm 以下です。吸引システムの出力は 5.5 kW、サイド カッターの出力は 18.5 kW です。この場合、水平ディスク ドライブは 15 kW を消費し、チェーン フィードは 2.2 kW を消費します。サイドカッターと水平ディスクの両方で、最高速度は 3000 rpm に達することがあります。

ワークの送り速度は最大15m/分で、作業には2人必要です。 1 つは必要な技術パラメータを設定し、もう 1 つは注意が必要なプロセス自体を監視します。動作温度範囲は -30 ~ +40 度で、総重量は 1950 kg です。
薄いゲージを処理するための他の機器の中には、国内のものに劣らないドイツの類似品があります。
それらのコストは通常高くなりますが、主な機能は処理効率と幅広いモデルです。

仕事の段階
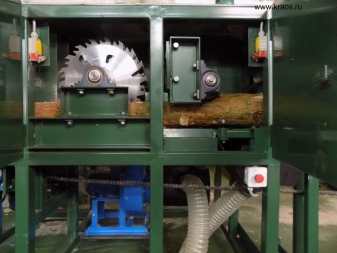
ワークフローは、材料から側面部分を除去し、製材用に木材を準備する 2 つのフライス カッターの作業で構成されます。
次に、鋸引きツールが材料を小さなボードに切断します。その寸法は、手動または利用可能な場合は電子定規で設定されます。
その結果、同じサイズのボードのパック全体と、カッターの作業によって取り除かれた2つのスラブが出力されます。

下のビデオで眼圧計の操作のビデオ レビューを見ることができます。













コメントは正常に送信されました。