タップレンチの概要

タップは「逆に死ぬ」ようなものです。カットされるのは、外ネジ(滑らかな補強材またはワイヤー)ではなく、内ネジ(ナット用のドリル加工されたブランク、ブランク)です。 タップ ホルダーは、機械化された適用方法 (ドライバー チャック) または手動 (ノブ) によって特徴付けられます。


概要
手動タップカラーはストレートタイプとL字タイプをご用意。 タップホルダーの主なコンポーネントは次のとおりです。
- 角柱フレーム;
- 静的ハンドル;
- 特定の角度で回転するときの位置の変化を修正するラチェット付きの取り外し可能なハンドル。
追加の詳細として - 可動ライニングと、調整可能なタップホルダーの一部としてそれらを固定するためのデバイス。


正方形の要素の形で標準化された形状(GOST No. 3266による)により、市場のタップホルダーは統一されています。 左ねじと右ねじに対応し、インチとメートルの両方のカッターで使用できます。設計上、タップのホルダーは、テールセクションの自由セクションを調整する可能性を備えた、カッターの半径方向または軸方向の動きを伴う、フラットまたはL字型のホルダーを使用できます。

タップ ホルダーには、切断するねじ溝の直径に応じて、1 つ、2 つ、または 3 つのランディング セクションがあります。 軸方向の動きは、ツールの最終バージョンを想定しており、切削点での自由なアクセスが非常に制限されています。
エンド タップ ホルダーは、切断時により多くの労力を必要とします。作業を容易にするために、ツールにラチェットが組み込まれており、ハンドルを再配置するためにカッターをしっかりと固定します。

種類
ねじ穴の寸法(内径)によると、国内のGOSTによると、範囲M3-M12、M6-M20、M8-M36、M1-M12、M1-M10、M4-M12、M8-のタップ用カラーM25 やその他の多くの製品が市場に出回っています。 首輪が力強く、太いほど、マスターはタップに力を入れることができます。実施に関しては、上記のエンドタップホルダーに加えて、ハンドカッター用の市場には、プリズム付きのタップ用ホルダーとユニバーサルタイプのホルダーがあります。


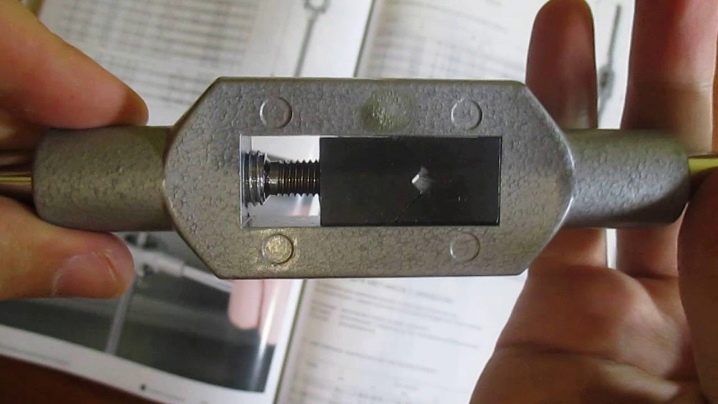
プリズム タップ ホルダー - 1 つのフレームに 2 つのオーバーレイがあり、モザイクやパズルの要素のように、一方が他方に収まります。 閉じた長方形のプリズムは、中央に占有されていない正方形の隙間を形成し、そこに同じ形状とサイズのシャンクを備えたカッターが挿入されます。
これは、自転車のクランクセット システムを連想させます。 この場合のスリーブ機構の軸へのペダルの固定は、キャリッジロッドが挿入される(そしてナットまたはボルトで締められる)正方形の隙間です。

タップは、タップ ホルダーに固定されている場合と同じように動作します。ホルダーのシャンクの締め付けは、レンチの調整可能なクロスバーを使用して実行されます。
ユニバーサルタップホルダー - 同じプリズムスライド補助ツール。 面ラチェットタップを使用するために、このようなラチェットを備えたアダプターがホルダーに付属しています。これにより、選択したカッターがカラー ホルダーのタイプに依存することを回避して、前述の両方のタイプのカッターを使用できます。


自分でやる方法は?
最も単純なホルダー ノブは、次の方法で作成されます。
- 断面が 400 mm2 (正方形の一辺は 20 mm) などの正方形の鉄筋の一部 (たとえば 5 cm) の中央に M10 ボルト用の穴を開けます。この例では、M10 ナット用のシャンクに左ねじのタップを使用しています。タップ用の穴は、棒の中央(中央)に厳密にドリルで開けられています。穴の深さ - 半分か?ロッドの太さ。たとえば、20 mm のロッドは 10 ~ 13 mm まで穴あけされます。
- 別のタップを使用して、この中央の穴にねじ込みます。左のものをカットすることをお勧めします - 右のものはそのようなクランクでの作業を妨げ、ブランクをカットするときにカッターがねじを緩めます。タップをねじ込み、そこにしっかりと「収まる」ことを確認します。
- ロッドの端に、カラーのクロスバー用に同じ穴を、たとえば深さ1 ... 1.5 cmまでドリルで開け、同様の糸をそれらに切り込みます。
- スタッドピースを側面の穴にねじ込みます。たとえば、それぞれの長さは10 cmで、作業の便宜のために、熱収縮チューブまたは通常の細いホースを装着します。

ヒント: 穴あけの際は直角度を厳守してください。どちらかの側に少しでも傾いていると、操作中に不便が生じ、トーチとホルダーの両方の摩耗が激しくなります。すべての穴あけ作業は、工場でドリルストロークの直角度 (直角度) がすでに設定されているボール盤で実行することをお勧めします。
ホルダーのベースが A400-A500 構造フィッティングの製造に使用される鋼種で作られている場合、ホルダーを切断してテストした後、自家製のナイフを硬化させるのと同様に、エンジン オイルで硬化させることができます。 、のこぎり、斧。硬化鋼は、非硬化鋼よりもはるかに耐摩耗性があります。 カラーを硬化させると、固定具が丈夫になります。 または、工具鋼を入手することをお勧めします。たとえば、壊れた大きなキーまたはペンチをカラーのブランクとして使用します。クランクベースの穴あけと鋸引きは、ドリルとダイヤモンドコーティングされたディスクで行われます。


プリズムホルダーの製造はやや複雑です。 ノブによって駆動されるクランププレートの半分は、フライス盤で研がれます。これにより、CNCマシンを使用したノブのこの処理が大幅に容易になります。レーザー切断とフライス切断の使用はほぼ同じです。CNC デバイスの精度により、多数の同一部品を簡単にコピーできます。タップを押す半分は、鋼板の厚肉プレート (10 ~ 20 mm) でできています。


さらに、半分はUプロファイルから溶接されたフレームに配置され、クランクの手動半分用の穴が開けられます。 しかし、半分はフレームなしで接続することもできます.ノブの同じネジ付きロッドは、タップシャンクが完全に固定されているため、最も安定した位置になります.クランプの半分は反同軸に穴が開けられています。マスターがブランクのねじを切るときに取るねじ込みスタッドは、最初の半分のプリズムを片側から通過し、半分は2番目の半分に入ります。
ラチェットには 1 つまたは 2 つのボール ベアリングが取り付けられた部品も必要になるため、ラチェットレス機構は製造がはるかに簡単です。 実践が示すように、主なことは、ホルダーの保守性と耐久性を長年にわたって確保することです。洗練されたベアリング設計は、ガレージ環境で自分の手工具を作る最初のレベルの経験を積んだ職人のためのソリューションです。














コメントは正常に送信されました。