タップホルダーについて知っておくべきことすべて
さまざまな種類のツールの愛好家や個人的なワークショップを開催する場合、タップホルダーについて知っておくべきことはすべて非常に重要です。注目すべきは、ラチェット付きとラチェットなしのユニバーサル タップ ホルダー、モデル M3-M12、M6-M20 およびその他のサイズです。 そして、それを自分で作る方法を理解することも役に立ちます。


概要
ハンドツールの数が多い。しかし、一般的な背景に対しても、タップホルダーは際立っています。この固定具は、タップのテールを保持して適切にねじ切りできるように設計されています。 糸切りブロックは保持部に取り付けます。 これに続いて、動き始めます(回転します)。

この場合、スレッド化は非常に簡単で自信があります。 ほとんどの場合、このツールはユニバーサル カテゴリに属します。 このデバイスは、手動のキャリブレーション作業に適しています (めねじの作成を伴う)。そのような補助要素がなければ、必要な努力をすると同時に何も壊さないことは非常に困難です。タップホルダーは、同じタップのわずかな歪みやねじれがなく、軸面に対して正常な位置に維持されることを保証します。

工場のタップホルダーは、自作の類似品よりも一般的に優れています。そのデザインにはさまざまなニュアンスがあります。ただし、コンポーネントの一般的な標準は非常に自信を持って開発されており、それらの多かれ少なかれ典型的な構成はどの製品にも見られます。 それは:
-
固定ハンドル;
-
動くクラッカー;
-
プリズム形のフレーム;
-
時々ラチェットで補われる引き込み式のハンドル。
-
goujons (クラッカーを固定できるブロック)。

タップホルダーの典型的な幾何学的形状は正方形です。 タップシャンクのサイズは、1981 年の GOST 3266 で指定されています。ただし、正式には、この規格はタップ自体を指しますが、保持装置との接続は非常に論理的です。タップホルダーには、さまざまなツール オプション用に 2 つまたは 3 つのポケットがあるものもありますが、ポケットが 1 つあるモデルもあります。

彼らは何ですか?
形状別
タップホルダーの幾何学的特徴により、それらの中からフラットモデルと角度のあるモデルを選び出すことができます。上記の標準構造は、回転方向がラジアル方向のモデルです。 エンドT字型デバイスは、スレッドの深さを増やすと、ますます力を加える必要があるという事実によって区別されます。 このようなデバイスはすべてデフォルトでラチェット付きで作られているため、回転ノブを再配置するときにタップホルダーを安定して配置できます。このソリューションは、限られたスペースでの作業に適しています。


タップの回転方向
これは、動作中のタップ ホルダーの作動部分の半径方向または軸方向の動きに関するものではありません。タップ自体は時計回りに移動できます。 彼らの主な特徴は、左から右方向への糸の上昇です。 反対方向に動く場合、ねじれは反時計回りに進む必要があります。しかし、これに関しては、製造されたタップホルダーのグラデーションは尽きることはありません。

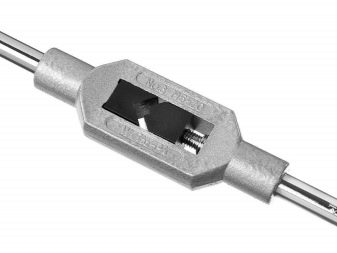
場合によっては、安定したトルクを維持することが重要です。 この目的には、校正済みの手動トングが最適です。穴断面の選定ミスや特に硬い部品の加工でも問題ありません。ツールは単純に滑るだけで、タップは損傷に対して確実に保証されます。較正された装置の構成は本体を含む。

このケースには、ハンドルを取り付けるための貫通通路があります。ハンドル自体は湾曲しています。 それらの製造のために、中炭素または大量の炭素鋼で飽和したものが放出されます。 圧力スリーブは可動式です。その端の1つに、シャンク用の正方形の開口部があります。
リターンスプリングも付いています。 厳密に定義されたトルクに調整されています。ラスクは2つまたは4つの要素に分かれています。 2 番目のタイプは、機能の向上と構成の容易さが特徴です。ラスクストリップのパーツが順次移動するので、四角形のすべての面が同じように変化します。

ワークの精度は、ツールの断面とシートの長さの比率に影響されます。 フラットな延長カラーでは、方向を慎重に維持することはできません。特に精密な工具は、硬化工具鋼から作られています。スプリングがどれだけ適切に調整されているかも重要です。厚すぎるとトルクが大きくなり、薄くするとねじ切りに時間がかかり、工具の摩耗が激しくなります。

ユニバーサル タップ ホルダーは、あらゆるねじ山を切断できるように設計されたタップ ホルダーです。 通常は円を描くように移動します。州の規格では、ユニバーサル フィクスチャに特に強力な工具鋼を使用することが規定されています。基準を満たさない機器は、低品質の金属でできている可能性があります。手動式のほか、旋盤用もあります。

このようなデバイスは、多くの企業によって製造されています。 場合によっては、トルクが制限されたモデルを使用する方が正しい場合があります。 一対の嵌合カムがボディとスリーブに挿入されています。ねじ切りを開始する前に、金属除去量を設定する必要があります。設定値を超えるとカムが連動しなくなり滑り始めます。
上記のラチェットホルダーもコレットの種類に合わせて製作可能です。 小物部品の深ねじ加工に適しています。反転装置は、少し戻って小さな省略を修正し、すでに解決された領域を再び通過できるため、優れています。

強化された保持ユニットは、特に激しい作業に適しています。そのように壊れる傾向がなく、非常に効果的に機能します。
寸法
タップ ホルダー M3 ~ M12 のサイズは、それぞれ 3 ~ 12 mm です。それは構造用鋼から作られています。 また、典型的な範囲は次のとおりです。
-
M6-M20;
-
M6-M24;
-
M8-M24;
-
M8-M27。

使い方?
工場製の保持装置には、取り外し可能なカバーが付いています。その下には、正方形を調整するための機構があります。 特別なネジで操作すると、クラッカーのスラットの深さが変わります。 ネジには、エラーを排除できる表面ノッチがあります。すでに述べたように、除去される金属の量は重要です。
この指標は、材料の脆弱性に依存します。 鋳鉄はよりもろく、彼にとってはそのような余裕は減ります。 この規則に違反すると、ある場合にはツールの過度の摩耗と破壊の恐れがあり、別のシナリオでは、部品自体の破壊または部分的な変形の恐れがあります。

正しい設定では、カムの噛み合わせは時間とともに消えます。その結果、デバイスはまさに適切なタイミングで動作を停止します。
自分でやる方法は?
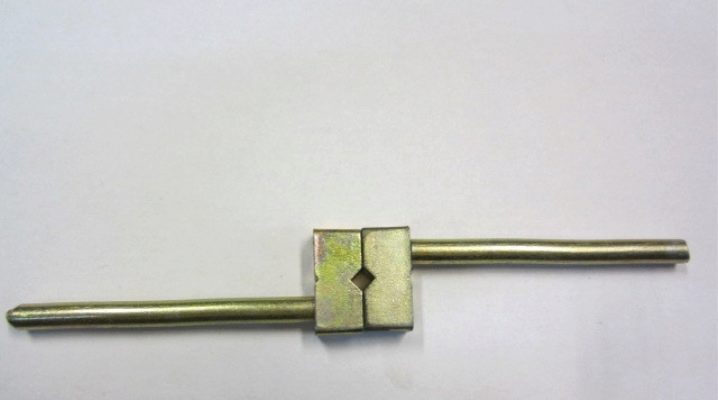
場合によっては、自家製のツールでもうまく機能しないことがあります。また、個人的なニーズに対しては、非常に効果的に機能します。 ナットに加えて、ボルトまたはスタッドが必要です。 パーツのサイズは比例している必要があります。そうしないと、通常の作業について話すことはできません。ナット(カップリング)の穴は、金属用のドリルを使用して取得されます。
必要なドリルのサイズはキャリパーで推定されます。 次に、センター ポンチを使用して通路の中央部分に印を付けます。マークアップが完了したら、ワークを万力で固定し、穴を開けます。次に、適切なサイズのタップを取り、それでカップリング ナットの内側のカットを長くします。

切削工具をしっかりと固定するには、レンチを使用できます。
ボルトは両側にネジ止めされています。 襟にタップをより効率的に取り付けるためのニュアンスがいくつかあります。ボルトはできるだけきつく巻くことが推奨されます。マーキング装置は、垂直面にはっきりと残っている必要があります。別のオプションは、タップを取り付けるときに締められるロックナットのペアを取り付けることです。これを行うには、オープン エンド レンチが役立ちます。


一部の職人は、溝付きボルトを使用してシャンクの保持を改善しています。 それらはアングルグラインダーで準備されます。少量の作業で、家庭用ファイルも役立ちます。いずれの場合も、溝の角度は 90 度にする必要があります。ボルトで固定されたネジ付き突起は、ゴムチューブまたは熱収縮チューブで簡単にカバーできるため、ツールの使いやすさが向上します。頭の鋭いエッジは丸みを帯びています。エメリーマシンがない場合、そのような操作は単純なグラインダーでも実行されます。

別の解決策は、スチール製の正方形から一対の同一のセグメントを切り取ることです。 それらの長さは7〜8cmです。 次に、1 つのブランクを他のブランクの上に配置し、一部のオーバーラップを残します。固定は粘着テープやマスキングテープで行います。ブランクにはいくつかの穴が開けられています。
チャネルはスレッド化する必要があります。 さらなるドッキングはすでにしっかりと(ボルトで)行われています。途中、別の通路が用意されています。半完成品を再び解体し、三角ヤスリで仕上げます。

タップを挿入するには、最初にボルトを緩めてから、期待どおりに再度固定する必要があります。
自分の手でタップのホルダーを作る方法については、ビデオをご覧ください。













コメントは正常に送信されました。