親ねじの概要

親ねじの概要は、さまざまな機械システムおよびアプリケーションにとって非常に重要です。湿地用のナット、持ち上げと旋盤用の台形、バイス用、CNCマシンおよびその他のタイプのナットを使用したこのような変更があります。それらは固定方法が異なります。


それは何のために必要ですか?
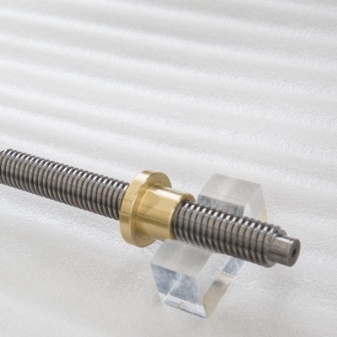
送りねじは、ねじ切りを行う機械で最もよく使用されます。その回転はマザーナットによりキャリパーの並進運動に変わります。ねじれの速度、つまり送りの強さを制御するために、特別なボックスが使用されます。親ネジを操作するには、特殊なナットが必要です。最先端の設計により、正確に定義された精度で部品の動きが保証されます。
湿地の送りねじに関しては、この場合、それらはまったく異なる役割を果たします-これらは鋳造プロペラ構造です。 船外機にはこのような製品が搭載されています。大規模なサプライヤーは通常、そのようなスペアパーツの在庫を大量に持っています。
バイスの親ネジも重要な役割を果たします。そのような部品はすべて高品質の鋼でできており、旋盤を使用して修正されることがよくあります。

家に親ねじを手に入れることは期待できません。旋盤のいずれかのモデルを購入できたとしても、必要なサイズとタイプのスレッドを形成できる特別なカッターである他のツールが必要になります。 ねじの主な役割は、並進直線運動を維持することです。 部品のサイズには制限があり、バイスの設計によって決まります。しかし、送りねじはさまざまな種類の CNC にも使用できます。これらのディテールは、動きの変換という最も重要な機能を果たします。
最新の機械の送りねじは、さまざまな設計で異なる場合があります。手作りのサンプルでは、ねじ付きスタッドが使用されることがあります。より完璧なオプションは「スクリューナット」です。台形ネジを使用することもありますが、強度が増しているにもかかわらず、このタイプの靭帯は非常に高価であるため、使用される頻度はますます少なくなっています。送りねじは昇降機構の一部としても使用できます。 また、同様のコンポーネントは共通部品です。
- スクリュープレスでのスレッドドライブ;
- 他のタイプのプレス;
- 各種工具の送り機構。


種類と特徴
親ねじのパラメータの説明は、親ねじがより複雑な機械回路の不可欠な部分として常に使用されるという事実から始めるのが適切です。メカニズムの個々の部分の動きの精度は、それらの品質と必要なパラメーターへの準拠に依存します。 グラデーションの最も重要な基準はスレッドセクションです。 ほとんどの場合、台形カットが使用されます。このアプローチにより、他の場合よりもはるかに高い機械的強度を実現できます。
割りナットを追加で使用すれば、アキシアルすきまを細かく調整できます。 台形糸の準備と研削は非常に簡単です。ただし、場合によっては、長方形のスレッドの方が魅力的なソリューションになります。ネジのラジアル振れを最小限に抑えることができるため、最適な弾道からのずれも減少します。
このようなパフォーマンスは、動きの正確さが第一である技術分野で特に価値があります。

台形ライフリング システムは、スライディング ギアの典型です。この場合、小さなプロファイル角度が非常に便利です。 ほとんどの場合、中程度の切断ステップが使用され、小規模および大規模なものは特別な作業に使用されます。 比較的正確であると同時に遅いメカニズムには、小さなステップが推奨されます。大 - かなりの負荷がある場合。
現代の工作機械業界では、「ローリング スクリュー ペア」の使用が増えています。 特にプログラム制御の機器に多く使用されています。このような場合、送りねじはナットと組み合わされます。それらが明確にペアリングされていることを確認するために、特別なボールが使用されています。プロペラ ペアは、それ自体でブレーキをかけることはできません。これは、回転ストロークを並進ストロークに変換したり、逆方向に変換したりするのに使用されます。


古典的なタイプのファスナーでは、通常、一条ねじが使用されます。それはすべて単一のスパイラルで構成されており、ターン間の間隔は厳密に同じです。ナットを 1 回転させると、厳密に定義された距離でシフトが発生します。多条ねじは、2 つ以上のスパイラルによって形成されます。同じ距離を維持するという原則は依然として守られていますが、各スパイラルのターン間のギャップは、異なるスパイラルのターン間のギャップよりも大きくなっています。
それがインストールされている機器の技術的特性は、ハードウェアの素材と寸法によって異なります。たとえば、ジャッキの場合、この指標は総負荷容量になります。 親ねじの製造には、窒化鋼グレードを使用できます。
- 40HFA;
- 30X3VA;
- 18HGT;
- 7HG2VM.

次のような寸法があります。
- 10x1.5;
- 10x2;
- 10x3;
- 10x4;
- 10x7;
- 10x8;
- 10x12;
- 10x14 mm (およびその他のオプション)。
mm 単位で表された送りねじの寸法についての会話を続けると、TR30x6 モデルを指摘する価値があります (その名前が示すように、セクションは 30 で、ねじピッチは 6 mm です)。製品の全長は3000mmです。
次の直径のデザインも見つけることができます。
- 160mm;
- 20mm;
- 8 mm (およびその他の値)。


取り付け方法
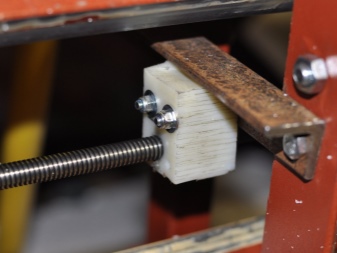
場合によっては、構造を補強するために単純なモデル 61701 ベアリングまたはその正確な類似物が使用されます。 締め付けは、詰まりを避けるためにガスケットを選択して慎重に行う必要があります。 ガスケットの製造には、自動車用プローブが使用されます。台形ネジは、適切なサイズのナットを使用してベアリング ブラケットに固定されます。より正確で効率的なソリューションは、エンドマシニングです。
ボールねじでこのような操作を行うのは非常に困難です。ボールねじは表面が硬化しています。 普通のネジの普通の金属、特に台形形状のため問題なく加工できます。深刻な場合、実行中のファスナーの伸縮式保護が使用されます。通常、個々の旋盤モデルごとに個別に提供されます。ギアボックスでは、特別なカフが親ねじを保護するのに役立ちます。


このようなカフの製造には、耐摩耗性を高めた厳選された素材が使用されています。 送りねじを必要な寸法に計算して正確に加工することが難しい場合は、特別な既製のキットを使用する必要があります。 ファスナーの独立した製造では、対応するナットも作成する必要があります。旋盤の場合、製造工程や稼働中に発生する隙間によってシングルナットが大きく影響を受ける可能性があるため、ダブルナットが必要です。
送りねじを機械に取り付けるときの穴は、後でプレスするための公差で作成する必要があります。 シャフトはスライドフィットで配置できます。はい、自家製の条件でそのようなレベル (h6/L0 など) に到達することは非常に困難ですが、非常に重要です。


そうしないと、資格との不一致により、無理に強いバックラッシュが発生し、機械の精度が当てにできなくなります。わずかに変更されたベアリングプーラーを使用すれば、自宅でプレスする手順そのものがかなり可能です。
穴は滑らかでなければなりません。 表面パラメータ - Ra 0.64 よりも悪くありません。したがって、専門家の助けなしにはできないことが保証されています。場合によっては、スレッドシーラントが追加で使用されます - これにより緩みがなくなります。
カットエンドが「狭すぎる」場合は、両側に非ダブルベアリングを配置するか、ネックを大きくボアする必要があります。

次のビデオでは、16K20 旋盤の送りねじの旋削加工を紹介します。













コメントは正常に送信されました。