マイクロメーターの使い方は?

パーツの正確なサイズを 100 分の 1 または 1000 分の 1 ミリ単位で知る必要がある場合があります。たとえば、ほぼすべてのマイクロメートルが重要な精密機械器具です。このために、ストレスが別の音節にかかる同じ名前のデバイスが使用されます。

異なるタイプを使用するためのルール
最も単純な形では、マイクロメーターは少なくとも 3 つの定規を備えた測定装置です。 1つは、メインのもので、ミリメートル全体を数えます。 2 つ目は、最初のものに対して 0.5 mm シフトされているため、部品の幅 (厚さ、高さ) を 500 ミクロンの精度で測定できます。 3 番目のスレッドには、ドラムが回転する基準点 (ゼロ) があります。デバイスの主軸を中心に回転し、50 mm のような分割があります。この場合、測定精度は 10 μm (0.5 mm/50 = 0.01 mm) です。 最も単純なアナログ (機械式) マイクロメータは、マイクロバイスであるネジのペアで動作します、厚さで測定された部品、ワイヤまたは鋼板片がクランプされます。

デバイス
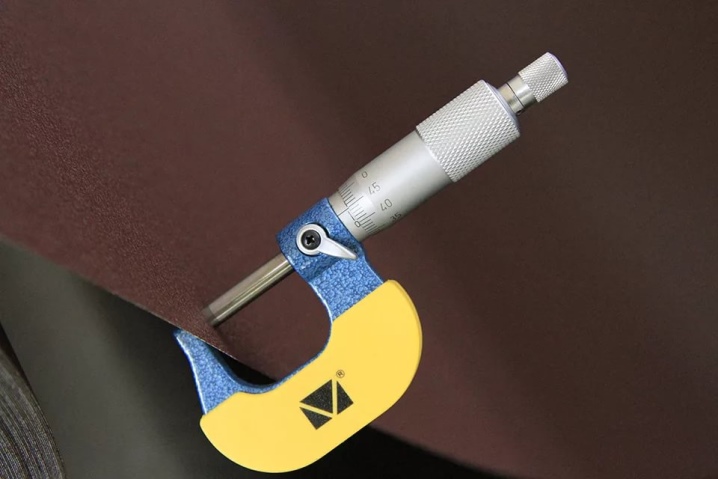
特定の用途向けに設計されたマイクロメータには、独自の特性があります。そう、 機械式またはデジタル式のゲージで 0 ~ 25 mm の範囲を測定する滑らかなマイクロメーターは、次の部品で構成されています。
- ブラケット - 固定部分の支持要素。
- ストップ - ブラケットの端に固定され、クランプされた部品の表面に対して厳密に垂直です。
- ネジ - ブラケットよりも最大数十倍長く、固定されたネジベースで回転し、クランプされた部品に対しても垂直です。機械式マイクロメータの場合は 2.5 ~ 7.5 cm に相当する測定ゾーン内を移動します。
- ストッパー - ネジが垂れ下がらないようにします。
- 測定ベース(ステム) - 大まかな測定の2つのスケールが含まれています(0.5ミリメートルの精度で);それは、特別な留め具で保持されたネジのペアが回転する中空のシリンダーの形をしています。
- ドラム - 正確な測定の基礎であり、ネジと一緒に回転し、正確な測定スケール (最大 0.01 mm) を含みます。
- ラチェット - 測定部分に加えられる力を制限します。
- 検証用の参照部品 - 位置ずれしたマイクロメータを調整するために使用されます。デバイスに付属しています。

精度等級
日常生活では、0.01 mm を超える精度はほとんど役に立ちません。しかし、特に精密機械工場での生産では、また細身の職人の間では、1 ミクロン (0.001 mm) または 100 nm (0.0001 mm) の分割価格が標準と見なされており、これは主にデジタル スケールを備えたマイクロメーターで達成可能です。 マイクロ回路などで使用されるナノ材料の製造に使用されるさらに高い精度クラス -ロットはマイクロメートルではなく、まったく異なるメカニズムとデバイスです。


他のタイプのマイクロメータはどのように配置されていますか?
すべてのタイプのマイクロメータは同じ原理で動作します。アプリケーションの最もよく知られている分野は、使用されているメカニズムの故障を引き起こす可能性のある欠陥部品の特定です。 しかし、最大 10 ミクロンの測定精度はさまざまな方法で達成されます。
- レバーマイクロメータでは、回転ドラムが矢印ポインタに置き換えられています。 ポインターメーターの利点は、マイクロメーターで部品をチェックする段階での速度とスループットの向上です。分割を覗き込む必要はありません。

- カウンティングマイクロメータ(時計式・文字盤式) - 電気機械メーターやカセット (またはリール) テープ レコーダーで使用されるものと同様に、従来のものと同様に校正され、使用されます。カウンター内の数値の回転は、段階的に実行されます。ある桁から別の桁への変更は、10 の追加の区分 (位置) に分割されます - カウンターのギアのおかげで、測定精度が 10 から 1 ミクロンに向上します。

- デジタルモデルでは、特に正確なセンサーがインストールされています、ミクロン単位で目盛りを付けます。利点 - 測定精度は 1 ミクロンで、エラーは事実上排除されます。このような製品は、以前のタイプよりも劣っていません。デバイスの読み取り値はほぼ瞬時に読み取られます。読み取り値を合計する必要はありません。センサーとマイクロプロセッサがこの作業をその場で正常に実行します。

- 精度の点でデジタル以上のものは、レーザーマイクロメーターです。 レーザー ビームは部品によって遮られ、高精度のフォトマトリックスによって捕捉され、受信したビーム偏差が ADC に送信され、プロセッサとディスプレイに送信されます。測定にかかる時間は 1 秒未満です。
しかし、レーザーマイクロメーターは衝撃や振動に弱く、定期的な調整が必要です。わずかな粉塵でも重要で、部品の内部寸法を測定することはできません。

特定のタスクの場合
高度に専門化されたマイクロメータには、独自の特性があります。
- トゥースゲージには切頭円錐形のノズルがあります、溝のギャップ、ギアまたはギアの歯のサイズを決定できます。理論的には、ネジとヒールに特定の長さの特別なキャップを取り付けることにより、通常の(滑らかな)マイクロメーターを歯車測定用に変換することができます。形状は、皿頭のねじ頭に似ています。最も単純なケースでは、そのようなねじだけで作成し、かかととねじに溶接することができます。測定時には、このように変換されたデバイスによって測定された長さからノズルの長さが差し引かれます。これにより、計算時に測定値に追加のアクションがもたらされます。さらに、元のマイクロメーターには、2.5 cm ではなく、たとえば 5 ~ 7.5 cm のネジ移動余裕が必要です。
アマチュアのパフォーマンスに従事しないでください-メーカー自身がすでにスケールとゼロを設定している既製の歯ゲージマイクロメーターをすぐに購入することをお勧めします。

- 「パイプ」マイクロメーターは、管理オフィスの従業員の間で需要があります。 パイプの壁の厚さを測定して、摩耗を判断します。サビに覆われたパイプの直径と肉厚を測定できるアダプターが付いています。これらのノズルを使用すると、壁の厚さが変化する突き合わせパイプの寸法を詳細に決定することもできます。 「パイプ」装置は、鋳造および圧延段階でも標準肉厚から逸脱したパイプやチューブを簡単に排除できます。パイプマイクロメータは、クランプされたパイプに対して垂直ではなく平行に配置された特別なストップ(ヒール)によって、通常の(滑らかな)マイクロメータとは異なります。このプローブは、パイプの内面に点ごとに接触するため、測定精度が保証されます。測定中のアクションは、滑らかなマイクロメーターを使用したアクションと同じです。同じネジとラチェット付きのドラムをトリガーすると、パイプの目的の直径または肉厚が得られます。

- 板厚計は従来のマイクロメータよりヒールが小さいですが、ねじ径は従来品のねじとほぼ同じです。こちらの目盛は従来品よりも格段に正確です。 「リストマー」のステープルは、長いU字型のチューブのように、横に長く伸びています。このような装置のノズルは、狭い(対応する部品とシート用)と細長い(幅が広く細長いワークピースの厚さを測定する)の2つのバージョンで提供されます。
通常のマイクロメーターでシートを測定することはお勧めしません。細いネジでシートを押し込みます。ここでは、ベアリングやドリルから測定する場合よりも何倍も広い接触面積が必要です。
- 万能マイクロメータには各種部品用のアタッチメントが付属しています。 ベアリングのボール径とシート径を同等の精度で測定します。最大 10 cm の大きなプロペラ パワー リザーブを備えているため、「雑食性」を備えています。ボール、シート、プロファイル ピラーおよび構造の横方向の寸法を測定できます。 .

- ワイヤー - ワイヤー、ドリル、ボールに適しています 従来のマイクロメータのクランプでは簡単に壊れてしまう、丸い断面を持つその他の小さな部品。

- Prismatic - ナイフの刃の下降の厚さを測定することができます。 それへのノズルは、30度の降下で先端を繰り返す輪郭の形で作られています。簡単に言えば、傾斜のあるダブルヒールです。ネジはとがっていますが、先端が少し鈍くなっています。このセットには、たとえば芝刈り機のナイフのようなブレードの「片面」研ぎ用を含む、さまざまな降下角度用のノズルも含まれています。

- 溝マイクロメーターは、壁や支柱に開けられた穴の深さと直径を測定します。 測定は、端に小さなキャップが付いた特別な格納式プローブによって行われます。これにより、マスターは、穴を再ドリルまたは再ドリルすることなく、適切なセルフタッピングねじを選択できます。

- ねじゲージは、ねじの深さを測定します。 それは、円錐形の端または二叉の頭の形をしたねじ込み式(およびねじ込み式)ノズルで構成されています。

- マルチスケールマイクロメータには目盛りが追加されています。 遠くではキャリパーに似ていますが、大きな違いが 1 つあります。これは、2 つ (3 つ以上) のマイクロメーターが 1 つになったようなものです。同じ、従来のマイクロメーター メカニズムが共通のブラケット上にあり、側面まで伸びています。最大 10 cm のパワー リザーブにより、角度のある、ティーまたはレール プロファイルのワークピースを一度に測定することができます。
文字や単純な象形文字に似た複雑な断面形状を持つプロファイル構造も加速測定できます。

- 熱間圧延 - 冶金プラントの属性。 冷凍されたばかりの製品の厚さを、与えられた形状に測定することができます。このような装置には、ネジの代わりにマーキングホイールが含まれています。かかとはバネ式で、横に細長い(単純な製品のように丸いのではなく)形状をしています。動作原理 - マイクロメータをシートまたはプロファイル上で転がし、鋳造したばかりのビレットの欠陥 (チップ、曲率) を検出できるようにします。

- ニュートロメーター - パーツの内面を機械加工する際に機械と連動します。 そのプローブは、滑らかな曲率と端に向かって減少する着陸サイズを持ち、処理中のパイプまたはチューブ、または機械のロック機構で回転するその他の部品に挿入されます。これにより、ターナーの作業がスピードアップします。部品が目的の形状になっていることを確認するために、グラインダーから部品を何十回も取り外す必要はありません。

マイクロメーターが何であれ、製品を購入するときは、販売者に確認してもらいます。重要な利点は、同じまたは類似の別の器具を使用して同じ部品の直径または厚さをチェックすることです。
購入時の明確な管理は、製品を成功させ、長期的に使用するための鍵です。
精度の設定と確認方法は?
この測定装置は、ミリメートルではなくミクロンについて話しているため、測定前に必ず校正されるものの1つです。ホルスターやケースなしで持ち運ぶと、偶発的な落下により精度が低下する可能性があります。検証手法は、初心者には一見複雑ですが、非常に単純です。 いくつかの手順に従って、従来の 0 ~ 25 mm の機械式マイクロメータをゼロ調整します。
- デバイスがきれいであることを確認してください。特に、ヒールとネジの保持面を確認してください。斑点やグリースの堆積物を取り除くには、きれいな紙が最適です。デバイスのクランプの間に紙を置き、ドラムが止まるまで回転させます。
- ドラムを後ろに回します。必要に応じて、合わせ面がきれいになるまで、紙を動かしながらこの手順を数回繰り返します。これらの表面をクリーニングせずに調整することは不可能です - 固体粒子では精度を設定できません。
- ブレースとヒールの固定を確認してください。彼らはたむろするべきではありません。そうでない場合は、ツールを修理して、ブラケットをしっかりと固定し、ネジのクランプ面とヒールの平行度を再調整する必要があります。
- 部品が無くなるまでドラムをねじ込みます - ラチェットの 3 回目、4 回目、または 5 回目のクリックまで。すべての目盛りが正確にゼロ マーク上にあることを確認してください。
- ドラムの目印がゼロに合わない場合などは、ベース(軸)をキット付属の専用レンチでねじって調整してください。キーは、ネジが追加のナットまたは特別なくぼみのある二次 (参照) ネジで保持されているデバイスで使用されます。
- 基準部品をマイクロメーターでクランプして、測定の精度を確認します。平均して、ラチェットの 4 回目のクリックまでです。デバイス自体を調整できるのはその上です。マイクロメータは正常に構成され、操作の準備ができています。
重要!デバイスを落としても、大きな害はありません。ゼロマークを校正した後、再び使用できます。このようなデバイスは、高品質のツールとステンレス鋼でできています。

正しく測定するには?
装置のドラムにラチェットが組み込まれています。部品の厚さまたは直径を測定する場合、クランプで軽く押し込むとすぐに最初のクリック音が聞こえます。これが「真実の瞬間」です。ドラムの回転を止めて、結果のサイズを分割して計算します。 指示は非常に単純で、次のようになります。
- ネジとストップの間に部品を置きます。
- ラチェットがカチッと音がするまでドラムを回します。
ラチェットがカチッと鳴った後、さらに勢いよくねじ込むと、ドラムの螺旋溝が緩むことがあります。この間違ったステップが何度も繰り返されると、マイクロメーターは時間の経過とともに遊び始めます-ドラムスレッドが劣化します.ゼロへの最も正確なキャリブレーションは、メーカーによって設定された原始的な測定の信頼性にはなりません。破損したデバイスでは測定できなくなります。


銅、アルミニウム、スズ、鉛、はんだワイヤなどの軟らかい金属や合金でできた細いワイヤでは、マイクロメートルのフィートがそのようなワイヤを 0.01 ~ 0.15 mm 平らにし、測定結果が不正確になります。 硬化鋼とポベダイト合金は、ラチェットに対してはるかに耐性があります。 このようなワイヤは、ドラムのクリック音の後に圧縮し続けなければ、直径がミクロン単位で平らになることなく、繰り返し測定に容易に耐えることができます。
適応症判定の特徴
デバイスの読み取りも非常に簡単です。たとえば、硬化した鋼線の直径を測定したとします。 ドラムの回転中にクリックした後、次のマークが確立されました。
- 最初の行で 3 mm。
- 秒で 0.5 ~ 1 mm。
- 「ツイスト」は5分割くらいでストップ。
したがって、線材の直径は 3 + 0.5 + 0.05 = 3 mm 550 ミクロン (ミクロン) です。ミリメートル - 3.55 mm。精密測定ドラムの1回転は0.5mmです。
下のビデオでは、マイクロメータの正しい使い方を学びます。









コメントは正常に送信されました。