ポリエチレンをはんだ付けするには?

ポリエチレンを接合する最もよく知られた方法の 1 つは、その溶接です。この方法は最も効果的で人気があります。溶接は、温度の影響下で固体から液体に状態を変化させるポリエチレンの能力 (熱可塑性) と材料の強度により可能です。シートポリエチレン(セロファンと呼ばれることもありますが、これは間違っています)の溶接は、90°または端から端までの角度で行われます。


方法
ポリエチレンの個々の要素の接続は、それらを平行圧縮で融点まで加熱することによって行われます。層ははんだ付けされ、溶接シームを形成します。 冷却後、強力なワンピース接続が出てきます。
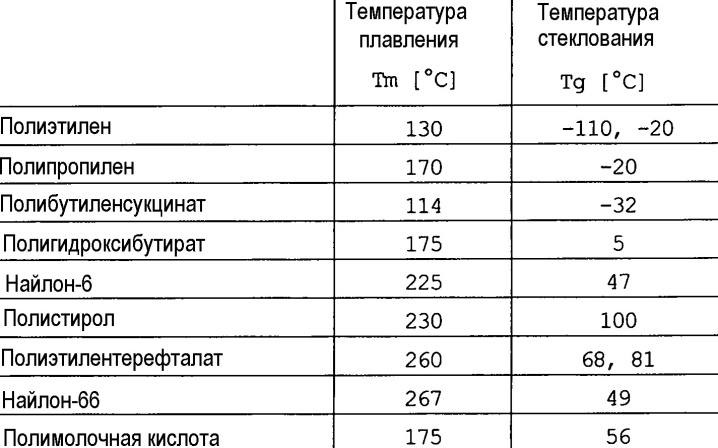
知っておくことが重要です!ポリエチレンの融点は、その厚さ (30 ~ 200 ミクロン) によって異なります。
自宅でフィルムを溶接するときは、技術体制を順守する必要があります。信頼性の高い縫い目を取得するのは非常に簡単です。 溶接作業を行うときは、次の要件を順守する必要があります。
- 同じ技術的パラメータの材料のみを結合する必要があり、それらの化学組成は異なってはなりません。
- 表面の汚れや不純物をきれいにする必要があります。
- 温度モードを正しく選択してください。十分に高くないと、強度の低い材料が溶接されます。高すぎる - 関節が変形します。


同じエッジでは再溶接は行われません。さらなる作業のために、それらはカットされます。プロセスを開始する前に、作業場と材料を整理する必要があります。
はんだ付けの継ぎ目ができるだけ均一で目立たないようにするには、問題に真剣に取り組み、より快適で手頃な価格のはんだ付け方法を選択する必要があります。
ポリエチレンを溶接する最も一般的な方法があります。

拡散溶接
これは、ポリプロピレンシートを接合するための特に効果的な方法の1つです。 この方法は、特別に装備された溶接装置で実行されます。 ポリプロピレンシートの溶接は、ユニットに2つの破片を置き、それらを固定することによって行われます。シートの端は電気ヒーターに押し付けられます。良い結果を得るには、シートを長時間加熱する必要があります。最適な温度に達した後、シートは固定剤で押し下げられます。
溶接装置によって形成される継ぎ目は、非常に強く信頼性があります。



この方法の重要な条件は、室内の気団の純度と低湿度です。
この方法は、あらゆる幅のシートに適しており、ポリプロピレンシートをロールに接続できます。 大量の場合、拡散接合が不可欠です。

押出機による溶接
はんだ付けシート ポリエチレンの押出方法は、圧力下での溶接領域への溶融ポリマー フィラー材料 (溶接用のポリプロピレン ラウンド 4 mm ロッド) の供給に基づいています。 この方法は、特別なツールであるエクストルーダーの存在を意味します。 この装置にはさまざまなノズルが装備されており、非常に複雑で大規模な構造をはんだ付けすることができます。良いニュースは、デバイスが小さいことです。押出機には加熱空気の自動供給が装備されているため、シートを柔らかくし、溶接中の欠陥を防ぐことができます。高温(約270°C)のため、材料の内層が変形する可能性があるため、この方法は作業効率を意味します。


この技術により、特別な部屋は必要なく、装置がコンパクトなため、現場で直接溶接が行われます。
押出機によって作られた継ぎ目は、溶接ユニットの後に強度が 2 と見なされます。 この方法の欠点は、同じ構造、クラスのポリプロピレンを組み合わせる必要があることです。そうしないと、ジョイントが弱くて不均一になります。


接触溶接
この方法は、最もシンプルで経済的な方法の1つであり、その助けを借りて高品質のジョイントが得られます。 原理は、ポリエチレンの接続されたシートが重ねられ、熱風の流れまたはホットウェッジによって融点まで加熱されることです。 熱風は、ポリエチレンが溶け始める設定値まで加熱する必要があります。次に、フィルムのシートを特殊な加圧ローラーで接合します。
ホットウェッジの同様の動作原理 - 発熱体。 フィルムの接触溶接の結果、溶接シームが形成され、基材の強度の80〜90%が得られます。したがって、この手法を使用すると、強力なシングルまたはダブルシームが得られます。

建物のヘアドライヤーと同様のデバイスも使用されます。フィルムを熱風で加熱して溶かします。
デバイスは軽量で強力です。持ち運びが簡単で、さまざまな状況での作業が可能です。


はんだごてによるフィルム溶着
自宅では、ポリエチレンの小さな破片をはんだ付けするために、フィルムをはんだごてで溶接できます。 従来の 40 ~ 60 W の家庭用加熱装置は、チップをアップグレードした後、ポリエチレンのはんだ付けに使用できます。 針は通常、アルミニウムまたは銅の棒に置き換えられます。接触ゾーンは小さく、最大 2 mm です。ツールの測定された動きが保証されるため、エッジの丸みの半径がある場合に便利です。

鋭利な先端により、溶接プロセスが容易になります。材料のはんだ付けとエッジのトリミングが並行して実行されます。 完成したこて先は、ネジではんだごてに固定されます。場合によっては、信頼性を確保するために、針の端を丸くしないで平らにしてから、切り込みを入れます。ハードウェアの小さなバッチをパッケージ化するときに自家製の溶接装置が使用され、非標準のパッケージングが作成されます。これにより、リモコンのシェル、デバイスのケースを非常に簡単に作成できます。
非常に大きな接触ゾーンがたるみのある不正確な接合部を形成するため、通常のチップでフィルムの破片をはんだ付けするのは不快です。

熱したポリエチレンの張り付き、やけど多発、接続の信頼性は保証できません。
刺し傷の単純なバージョンは、厚さ 2 ~ 3 mm のアルミニウムまたは銅板です。 片端をはんだごてで固定し、もう片端を丸めて研ぎます。 35~45°の角度でフィルムに押し付けます。はんだごての代わりに、燃え尽き装置を使用することもできます。同じ原理で作成されました。

装置
国内産業は、ポリエチレンを溶接するための特殊な装置を製造しています。 それらの中で最もアクセスしやすいのは、PP-40 電気デバイスです。 はんだごてによく似ていますが、先端が少し違うだけで、走っている馬に漠然と似ています。この装置を使用すると、直接または困難な輪郭で高品質の溶接を実行できます。
長さ500~1000mmのはんだ接合用のユニットがあります。 この装置は、製品やピース商品で満たされたバッグをシールするためのアプリケーションを発見しました。長さ 1100 ~ 2500 mm の継ぎ目をはんだ付けできる産業機器があります。すべての溶接ユニットは、シンプルなデザイン、操作の信頼性、強力な継ぎ目を特徴としています。

また、自宅でフィルムを溶接するために、電気アイロンに固定された特殊なノズルを使用することもできます。
この要素はシート アルミニウムから成っています。 ノズルの基部はまっすぐで、底部には基本要素であるリブがあります。 このツールを使用すると、互いに平行な 2 つの溶接ストリップが得られます。
ノズルは、デバイスのベースの下で曲がっている特別な花弁で電気アイロンのソールに固定されていますa.ノズルのエッジは、敷設された紙の上のフィルムのエッジの境界に固定されています。その後、デバイスをインターフェイス上でゆっくりと静かに移動する必要があります。その結果、二重の縫い目になります。

仕事の段階
フィルム溶接には、次の手順が含まれます。
- 溶接される要素の表面の準備
- はんだ付け領域の加熱;
- 要素の溶接;
- 溶接部の冷却(溶接要素に圧力がかかっています);
- 圧力からの溶接要素の解放;
- 溶接シーム処理。

品質管理
溶接品質管理の対象:
- 組織的管理;
- 溶接作業中の運用管理;
- 溶接継手の短期強度の試験;
- 溶接継手とコーティングの完全性をチェックします。
溶接は、建設業におけるプラスチック溶接工のトレーニング プログラムのコースを修了し、適切な証明書を持っている人によって実行されなければなりません。


フィルムをはんだ付けする方法については、以下を参照してください。













コメントは正常に送信されました。