アルゴン溶接ワイヤーのすべて

アルゴンで溶接するためのワイヤーについてすべてを知ることは、電極、タイプ、および電流の特性を選択する能力と同じように、溶接機にとって必須の瞬間です。このワイヤーの選択も、見た目ほど単純ではありません。はい、正しく使用しないと、多くの落とし穴が発生する可能性があります。

特徴
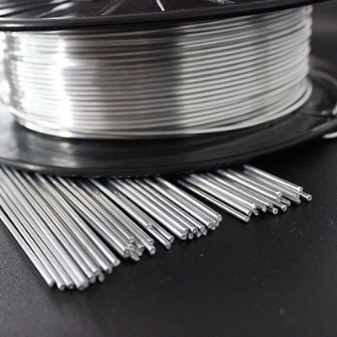
アルゴン溶接用ワイヤの最大の特徴はその外観です。 ほとんどの場合、これらのコンポーネントはコイル状の金属棒です。 このようなボビンを送り機構に挿入する必要があります。入力ワイヤ自体は、中実または中空構造を持つことができます。インクルージョンのある商品もあります。追加材料は、ワークピースの材料と厳密に同じでなければなりません。
このルールを破ろうとするすべての試みは、何の役にも立ちません。 産業用にはリールでの出荷が便利です。手動モードでは、主に手芸作業中にワイヤが作業領域に送られます。一般に、この技術は他の特別な要件を課しません。


種類
純金属からソリッドタイプのワイヤーが得られます。 このようなデバイスの組成には不純物を含めることはできません;添加剤も使用しないでください。 その単純さにもかかわらず、これらのタイプのワイヤは溶接工によって最も広く使用されています。主にガス環境での溶接に使用されるのは彼らです。フラックス入りワイヤは、粉末の溶融中に放出される物質で外部ガスシールドを置き換えることを特に意図しているため、アルゴン溶接には実際には適していません。
最も興味深いのは、活性化された製品です。固体溶液と粉末溶液の利点を組み合わせ、欠点はありません。違いは、溶接される材料の種類にも当てはまります。鉄系金属のアルゴン アーク処理用フィラー ワイヤは、最も一般的なオプションの 1 つです。 主な分布は次のとおりです。
- フラックス入りワイヤは、後で熱処理される炭素鋼を処理することを余儀なくされます (ただし、これは通常、最良の選択ではありません)。
- アルミニウムを扱うにはアルミニウムが必要です(マンガン、シリコン、マグネシウム、その他の含有物が含まれている場合があります)。
- ステンレス溶接ワイヤー - クロムまたはニッケルと合金化された鋼での作業に使用されます。
- 銅メッキ (主に高合金または中合金ワークピースの溶接時に使用);
- 単純な鋼 (軽合金金属での作業に適しています)。



クロムやニッケルを含む鋼の調理には、ステンレス線が積極的に使用されています。出力は非常に高品質の縫い目になります。
亀裂の出現はほとんど排除され、腐食プロセスの発生も排除されます。ステンレス線を使用することで、スパッタが最小限に抑えられます。 アークは非常に活発かつ安定して機能し、継ぎ目の耐用年数は著しく増加します。
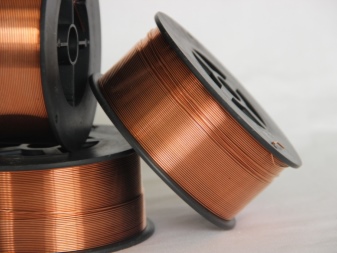
銅メッキ線には、ステンレスの種類と同じ優れた特性があります。さらに、使用する溶接機に関係なく、チップの節約にも役立ちます。銅メッキ線の納品は通常、プラスチックカセットに巻いた状態でお届けします。典型的な厚さは 0.6 ~ 1 mm です。銅メッキ ワイヤ (SV-08G2S など) は、溶接アークの再始動を容易にし、どのモードでも燃焼を安定させるのに役立ちます。 ESAB の代替製品は、次のものと連携するように設計されています。
- 工具鋼;
- 造船に使用される鋼合金;
- 型押しされた金属;
- アルミニウム;
- 鋳鉄。

アルゴン溶接用の単純な鋼線は、工業生産のほぼすべての分野に適用できます。 この消耗品は、多数の指標に従って分類されます。 断面とともに非常に重要な役割は、材料の機械的強度です。その正確な化学組成も重要です。いつものように、工作物に近づけるほど、作業はより良く効率的になります。略語「Sv」でマークされたワイヤのみを使用でき、その断面積は 0.03 ~ 1.2 cm です。
アルミニウム材料は、シリコンの割合が 3% に制限されているアルミニウム合金を扱う場合に需要があります。この場合の制限銅含有量は 3 ~ 5% の範囲です。 同様の充填材:
- 強度の向上を保証します。
- ブランク自体と同じ色になります。
- 耐食性はアルミ構造に劣りません。
アルミニウム添加剤は、自動車、河川および船舶の製造において需要があります。このようなワイヤは、水と接触する構造を溶接するときに非常に大量に使用されます。しかし、純粋なアルミニウムは実際には使用されておらず、常に他の物質と混合されていることを理解することが重要です。そうしないと、十分な強度が得られません。
この点も溶接添加剤の特徴です。ただし、添加物の割合は 1% を超えません。



選択
主なポイントは、進行中の操作です。アルゴン溶接用に特別に設計されたワイヤは、切断には適していません (逆も同様です)。製品の直径に注意する必要があります。金属が厚いほど、添加剤が大きくなるのは当然のことです。ほとんどの場合、断面が 3 mm のワイヤが選択されます。
特別な改良成分が溶接ワイヤに存在し得ることに留意すべきである。 製品の技術的特性は、その量と割合によって異なります。また、ワイヤーのマーキングにも注意を払う必要があります。文字「C」の後には、炭素の濃度を表す数字が続きます。さらに、金属の濃度が0.99%以下である場合、追加の金属が示される。



使用説明書
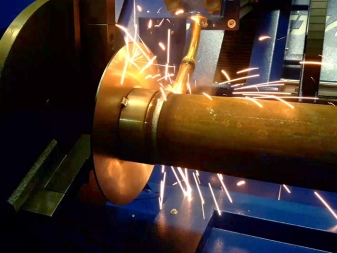
溶接ワイヤは、自動または半自動モードで使用できます。アルゴンの供給は、添加剤の添加と厳密に同期して行われなければなりません。また、専用のバーナーを使用する必要があります。 直接分極の直流を使用することになっています。 交流での操作は発振器の使用を意味しますが、実際には、このタイプの操作は小さな薄肉のチューブで作業する場合にのみ示されます。
アルゴンによる手動溶接も時々行われます。 オペレータは片手で特殊トーチを、もう一方の手でワイヤを保持します。後者は、可能な限りスムーズに作業領域に供給されます。この方法には、しっかりとした強い手と安定した目が必要です。
そして、そのような条件下でも、長時間安定して作業することは不可能であるため、少なくとも半自動装置を引き続き使用することが非常に望ましいです。














コメントは正常に送信されました。