ステンレス溶接ワイヤーのすべて

溶接は、さまざまな金属とその合金で作られた表面と製品を接合する便利で高品質な方法です。ただし、この難しい手順には特別な機器と材料が必要です。溶接ユニットに加えて、溶接機、ホルダーまたはトーチ付きのワイヤー、電極および保護装置は、作業中にフィラーワイヤーなしではできません。たとえば、ステンレス鋼は、特に複雑で重要な溶接を実行するときに十分に証明されています。仕事。


特徴と目的
ステンレス鋼の溶接ワイヤは消耗性の溶加材です。それは、建設や産業ほど国内では一般的ではありません。 化学、石油、食品の生産は、この消耗品なしでは成り立ちません。 あらゆる産業用構造物や部品の製作、老朽化した設備や構造物の修理に必要なステンレス溶接ワイヤー。
それは、製品の高品質とその使用の良好な結果を保証するGOSTに従って作られています。 このようなワイヤは、自動および半自動溶接中に消耗品として使用されます。それは、溶接プロセスで使用される場合、CO2、アルゴン、またはそれらの組み合わせによるガス保護を必要とする、連続的なものにすることができます。
ガスレス保護では、コア付きステンレスワイヤがその用途を発見しました。これは、フラックスとガス組成物を内部に含むチューブの形をしています。結果として生じる溶接を保護するために、ワイヤの内部充填が必要です。

この製品は、表面仕上げの消耗品としての用途を発見しました。 その使用の結果として、保護フィルムが表面に形成され、溶接シームを腐食から保護します。また、ステンレス線は電極の準備の基礎です。この材料を使用した溶接プロセスは、溶融に必要なレベルまでの人為的な温度上昇により実行されます。
フィラー材料は、その中の独自の成分の存在により溶融します。 溶接中、溶けたワイヤーは飛び散らず、継ぎ目を均一に埋め、強くてきれいにします。現在では、この種のワイヤを使用しない溶接プロセスはほとんどありません。

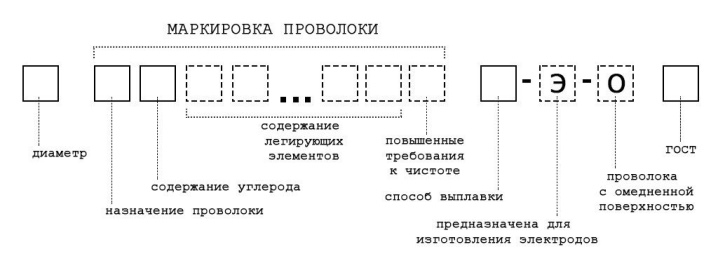
マーキングの解読
ステンレス溶接ワイヤは、合金と同じ方法で指定されます。唯一の違いは、ステンレス鋼にクロムとニッケルが大量に存在することです。ソリッドステンレスワイヤーは、GOST 2246-70に従ってマークされています。
指定には、次の文字が含まれる場合があります。
- しかし - ワイヤーの組成には、標準量のリンと硫黄が含まれています。
- AA ・上記物質の含有量が少ない。
- W – 製品がエレクトロスラグ再溶解によって製造された;
- え - ワイヤは電極の準備に使用されます。
- 〇 - 製品の表面に銅コーティングが施されているため、安定したアークで重要な接続を行う場合に使用されます。
GOST規格によると、鋼線のマーキングには次の指定が含まれる場合があります。
- バツ – 冷間圧延製品;
- T – 熱処理;
- P – 生産精度の向上;
- TS - 酸化物を含まない明るい色の金属。


溶接用ステンレス ワイヤの直径 100 m に応じて、次の重量があります。
- 0.5mm~0.31kg;
- 1mm - 0.62kg;
- 1.5mm~1.4kg;
- 2mm - 2、48kg。
人気ブランド
今日、市場には幅広いグレードのステンレス鋼溶接ワイヤがあります。したがって、この製品を選択するときは、構成に注意する必要があります。多くの場合、難燃剤と酸化安定剤が含まれています。マンガン含有製品は密度が特徴であり、炭素含有製品は延性が低いという特徴があります。ワイヤの選択は、将来のアプリケーションの特性に基づいている必要があります。
ステンレス鋼用ワイヤーの最も人気のあるブランドの中には、次のものがあります。
- 12X18H10T;
- Sv 07x25n13;
- Sv 06x19n9t;
- Sv 04x19n11m3。

トッププロデューサー
ステンレス溶接ワイヤーのコストは、材料の品質、不純物の存在だけでなく、生産の特徴によっても直接影響を受けます。このフィラー消耗品は、ウクライナやロシアを含む多くのヨーロッパ諸国で製造されています。 現在、市場に出回っており、そのような製造会社から製品を購入できます。
- 「特殊電極」;
- 「エコムプラス」;
- Sychevsky 電極工場;
- "Vadis-M";
- "フルンゼ - 電極";
- リンカーン・エレクトリック;
- "オリバー";
- ESAB。



使用上のヒント
高品質の接続を得るために、多くの溶接機はステンレス ワイヤを扱う際に半自動機械を使用します。シームを外的影響から守り、自動的にフィラーワイヤーを溶接部位に送り、強制的に冷却し、届きにくい場所でも使用できる装置です。
仕事をする前に、準備段階、つまり一連の活動を行う価値があります。
- 処理された表面から汚染物質を取り除きます。
- ワークの溶接部位の脱脂作業を行います。
- 表面を 100 度に加熱して余分な水分を取り除きます。

溶接する部品間のシームの移行時の厚さを小さくするために、いくつかの溶接方法を使用できます。
- ショートアーク法;
- ジェットトランスファー;
- ユニバーサルパルス方式。

ステンレス添加剤を使用して高品質の結果を得るには、溶接機は次の要件を満たす必要があります。
- バーナーを負の角度に配置します。
- 金属面から 1.2 cm の距離でヘッドを動かします。
- ワイヤーの溶融は小さな部分で行う必要があり、ここでは大きな滴を使用しないでください。
溶接後に欠陥が観察されることがあります。それらを取り除くには、部品をバーナーで加熱し、ハンマーで叩く必要があります。

ステンレス ワイヤの溶接は重要な属性であり、それなしでは溶接プロセスを想像することは困難です。消費者は、この製品をかせ、コイル、またはベイで購入できます。この用途の広いタイプの原材料は高い技術的特性を備えているため、多くの産業や建設で使用されています。
溶接用ワイヤの選択に関するヒントについては、次のビデオを参照してください。













コメントは正常に送信されました。