フラックス入りワイヤの特長
電極を使用して鋼構造物を溶接する手順は、必ずしも便利ではありません。このプロセスを実行することの難しさは、オープンエリア、高さで観察されます。
品質の悪い縫い目の形成を避けるために、一部の職人は粉末タイプのワイヤーを使用しています。

それは何ですか?
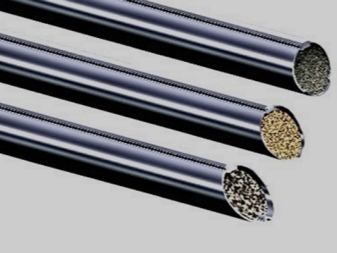
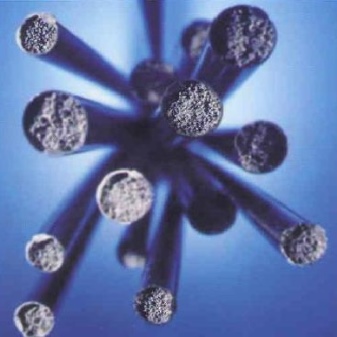
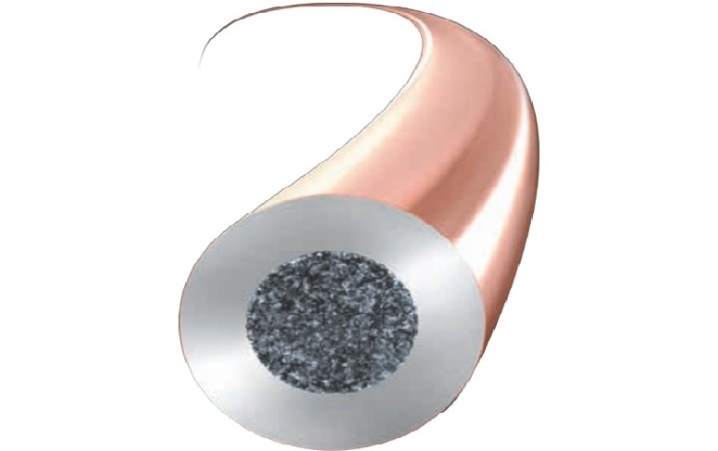
溶接ワイヤは、最新の溶接技術の重要な部分と考えられています。粉末属性は、内部にフラックスが配置されている中空の金属チューブの形をしているか、金属粉末と組み合わせています。このワイヤは、半自動ガスレス溶接で溶接を作成するために使用されます。この属性のモダンな外観のおかげで、アークの簡単な点火が実行され、安定した燃焼プロセスも発生します。
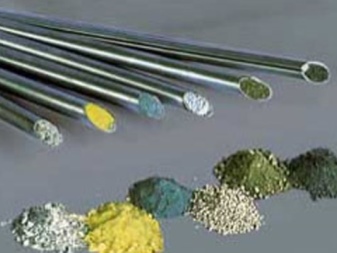
フラックス入りワイヤの製造は、GOST への厳密な準拠に基づいているため、その使用により高品質の結果が得られます。 鉄、リン、クロムの細かい部分がチューブ内に存在することで、次の点が保証されます。
- 使用する材料に適した温度になるまで、バスタブ領域とアーク周辺の温度を安定させます。
- 部品上および電極上での溶融金属の混合の刺激;
- ガスとの接触からの全幅にわたる継ぎ目の均一な閉鎖;
- 沸騰の均一性と飛沫がないことを確認します。
- 部品の溶接速度の向上。


フラックス入りワイヤを使用して、特殊な機器が利用できる場合は、部品の表面仕上げと任意の場所での溶接手順が実行されます。 目的に応じて、チューブの組成にはマグネサイトまたは蛍石が含まれる場合があります。耐火材料を処理する必要がある場合は、温度が上昇するため、グラファイトとアルミニウムが存在するワイヤーを使用する価値があります。
このタイプの溶接材料の欠点は、コストが高く、専門性が狭く、1.5ミリメートルを超える厚さのシートを溶接することが難しいことです。

主な要件
フラックス入り(フラックス)溶接ワイヤは、ガスを使用しない半自動溶接に使用され、管状の外観をしています。属性の内部空洞は、特別な組成の花粉で満たされています。ベースは金属製の極性テープです。このようなワイヤーを作成する最終段階は、必要な寸法に慎重に引き伸ばすことです。
どの種類のフラックス ワイヤも、次の要件を満たす必要があります。
- 均一に溶け、過度の飛散を防ぎます。
- 電気アークの発生の安定性と容易さを特徴とする。
- 溶接プロセス中に発生するスラグは、均一に分散し、継ぎ目に浸透しないようにする必要があります。
- 亀裂や毛穴のない滑らかな縫い目を持っています。

従来電線との比較
溶接用ワイヤーはいくつかのタイプに分けられますが、最も一般的なのは粉末と固体です。 多少の違いはありますが、どちらの属性も頻繁に使用されます。 ソリッドタイプのワイヤーは銅メッキを施しており、第二種の溶接属性とは言えない不活性ガスとの併用も可能です。
さらに、フラックス入りワイヤの製造は、金属ストリップの圧延であり、フラックスを添加したリボンで圧延します。
単線は低コストですが、次のようなフラックス入りワイヤの利点の一部が欠けています。
- 垂直上り坂溶接での使用;
- 亜鉛メッキ鋼やその他の溶接が難しい品種で作業します。
- ワイヤーの内部にさまざまな物質を追加できないこと。

概要を見る
すべての溶接工は、今日、溶射、電気アークめっき、合金鋼、およびその他の多くの目的に使用できるいくつかのグレードのフラックスコアード ワイヤがあることを知っておく必要があります。 この溶接属性の品種の特徴から判断すると、各製品には特定の直径、マーキング、シェル材料、およびアルミニウム、鉄、またはその他の充填物があります。
金属チューブは形状が丸いものに分割され、エッジは端から端まで結合され、キーベンドがあり、多層化されています。
用途の特徴に応じて、粉末の属性はこのような種類に分けられます。
ガスシールド
このタイプのワイヤには、溶接プールを覆う閉鎖が必要です。この目的のために、アルゴンまたは他の不活性ガスが使用される。溶接用のガス シールド属性は、通常、炭素、低合金鋼の溶接に使用されます。 このワイヤーには次の利点があります。
- アーク安定性;
- 表面へのスラグの放出の容易さ;
- 多孔性の欠如;
- 低スパッタ;
- スラグ除去の容易さ。
このようなチューブは、深い浸透が特徴です。それらの使用は、ジョイントやコーナーでジョイントを作成するとき、および金属構造物やパイプの製造中にオーバーラップするときに需要があります。


自己防衛
セルフ シールド チューブは、現場であっても、あらゆるスペースでの半自動操作に適したオプションです。 溶接のこの属性は、追加の種類の消耗品の存在を必要としません。 お風呂で作業している間、ガス混合物からの雲の蓄積が見られます。自己シールド線を使用した結果、継ぎ目に均一なフラックスが適用され、幅広のストリップでホットジョイントが隠されます。このタイプのフラックス入りワイヤは、装備されていない状態での材料の溶接中にその用途が見出されました。その助けを借りて、アルミニウム製品とその合金をはんだ付けします。


溶接ワイヤの充填物に濃縮された粉末は、次の機能を実行できます。
- ドーピング;
- 脱酸素;
- アーク安定化;
- 縫い目の均一性の形成の簡素化。
粉末の組成に応じて、自己シールド線は次のようになります。
- 蛍石;
- 蛍石 - 炭酸塩;
- ルチル;
- ルチル蛍石;
- ルチル オーガニック。

使用の特徴
溶接時に半自動装置を使用すると、粉末タイプの製品が中断することなく供給されるため、迅速な縫合に貢献します。 ガスホースは常に使用できるとは限らないため、この方法を使用すると、シールドガス環境で金属を溶接できます。 事実上、誰もがガスなしで正しく調理できますが、表面の仕上げと調整には特別な注意を払う必要があります。機械化された溶接では、電流パラメータ、極性、および正しい実行技術を考慮することが不可欠です。
この金属製のデバイスを操作する際に、マスターが忘れてはならないニュアンスがいくつかあります。 アークをうまく導き、継ぎ目を形成するには、平らな面を準備する価値があります。半自動装置で作業する場合、これはユニット内部の接点を切り替えることで実現できます。
バーナーに行くワイヤーは質量ケーブルに接続する必要があり、反対側のワイヤーはバーナー端子に切り替える必要があります。


作業の重要なポイントは、使用するワイヤーの直径に完全に対応するローラーの取り付けです。 ローラーの側面には、直径範囲に関する情報があります。 ワイヤーは中空構造を特徴としているため、可動タイプのローラーをきつく締めないでください。このイベントにより、ワイヤーが変形したり、ケーブルチャネルに詰まりが発生したりする可能性があります。
為に ワイヤーの引き抜きが妨げられないように、クランプ要素の出口にある先端を取り外す必要があります。 その巻き取りは、消耗品がこのチャネルの端から現れた後に実行されます。大きな穴はアークの制御が困難になる可能性があるため、チップの直径もワイヤのサイズに応じて選択する必要があります。この手順ではガスを使用しないため、ノズルを装着する必要はありません。スプレーが先端に付着するのを防ぐために、専用の製品でスプレーする必要があります。


フラックス入りワイヤ材料で溶接する場合、シームは常にレビューされるため、外見上は、技術は電極の標準的な使用法に似ています。
溶接の粉末属性には機械的強度と剛性がないため、専門家は、要素の自動供給の継続性を保証する特別なメカニズムの使用を推奨しています。
溶接の過程で、スラグが集中的に形成されるため、金属ブラシですばやく除去する必要があります。 そうしないと、スラグが作業領域に入り、欠陥の形成や機械的強度の低下につながる可能性があります。


フラックス入りワイヤは、ガスのタスクを実行するために、完全に金属またはフラックス充填で作成できます。この溶接属性を使用すると、継ぎ目の品質が通常より低下する場合がありますが、場合によっては粉末添加剤なしでは不可能です。
ガスボンベの輸送は常に適切であるとは限らないため、マスターはフラックス入りワイヤーを高所や不便な場所などで使用できます。 実践が示すように、少量の作業で家庭で使用する場合、この溶接オプションは高価であることがわかります。しかし、生産では、パウダーチューブを使用すると、経験の浅い専門家でも高速で高品質の溶接を実行できます。このような溶接は、長い縫い目を適用するときに正当化される可能性があることにも気づきました。そうしないと、多くの無駄が得られます。


フラックス入りワイヤによる溶接については、以下の動画で解説しています。













コメントは正常に送信されました。