溶接ワイヤの分類と選択

溶接作業は自動と半自動の両方が可能で、さまざまな材料で実行できます。進行中のプロセスの結果が成功するためには、特別な溶接ワイヤを使用することが理にかなっています。


それは何で、なぜそれが必要なのですか?
溶接ワイヤは金属糸で、ほとんどの場合スプールに巻かれています。 この要素の定義は、主に、毛穴や凹凸のない、より強い縫い目の作成に貢献していることを示唆しています。 フィラメントを使用することで、スクラップの量を最小限に抑え、スラグの形成を抑えた生産が保証されます。
装置はフィーダーに固定され、その後ワイヤは自動または半自動モードで溶接ゾーンに送られます。 原則として、コイルを巻くだけで手動でも供給できます。
フィラー材料は、品質だけでなく、機械加工される部品の適合性にも関連する要件の対象となります。
概要を見る
溶接ワイヤの分類は、実行される特性、特性、およびタスクに応じて実行されます。
予約制
汎用ワイヤの他に、特殊条件での溶接用の品種もあります。オプションとして、 金属フィラメントは、溶接の強制形成を伴う手順、水中での作業、またはバス技術の使用に使用できます。 このような場合、ワイヤには特別なコーティングまたは特別な化学組成が必要です。

構造別
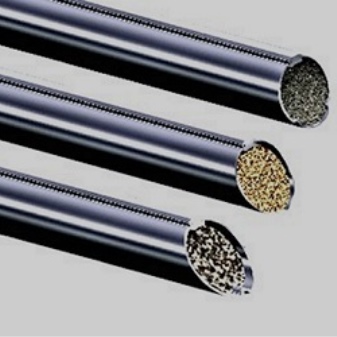
ワイヤーの構造に応じて、固体、粉末、および活性化された品種を区別するのが通例です。 ソリッド ワイヤは、コイルまたはカセットに固定された校正済みのコアのように見えます。 ベイに並べて敷設することも可能です。ロッドやテープがそのようなワイヤーの代わりになることがあります。この品種は、自動および半自動溶接に使用されます。
フラックス入りワイヤは、フラックスで満たされた中空のチューブのように見えます。 逆に、ねじのブローチ加工が難しいため、半自動機械では使用しないでください。さらに、ローラーの作用によって丸いチューブが楕円形に変形してはなりません。活性化されたフィルムも較正されたコアですが、フラックス入りワイヤに使用されるコンポーネントが追加されています。例えば、薄層であってもよい。

表面の種類別
溶接フィルムは、銅メッキと非銅メッキが可能です。 銅被覆フィラメントは、溶接アークの安定性を向上させます。 これは、銅の特性が溶接部への電流供給の改善に寄与するために発生します。また、給電抵抗が低減されます。銅を含まないワイヤは安価であり、これが主な利点です。
ただし、コーティングされていない糸の表面は研磨されている場合があり、これは 2 つの主要な種類の間の一種の中間リンクになります。

構成
ワイヤの化学組成が処理される材料の組成と一致することが重要です。それが理由です この分類では、多数のタイプのフィラースレッドがあります。スチール、ブロンズ、チタン、さらには合金であり、いくつかの要素で構成されています。

合金元素数別
ここでも、合金元素の量に応じて、溶接ワイヤは次のようになります。
- 低合金 - 2.5%未満;
- 中合金 - 2.5%から10%まで;
- 高合金 - 10% 以上。
組成中の合金元素が多いほど、ワイヤの特性が向上します。耐熱性、耐食性などの指標が向上します。


直径別
ワイヤ径は、溶接する要素の厚さに応じて選択されます。厚さが小さいほど、直径はそれぞれ小さくなります。 直径に応じて、溶接電流パラメータも決定されます。 したがって、このインジケーターが200アンペア未満の場合、直径0.6、0.8、または1ミリメートルの溶接ワイヤを準備する必要があります。 200〜350アンペアを超えない電流の場合、直径1または1.2ミリメートルのワイヤが適しています。 400 ~ 500 アンペアの電流の場合、1.2 および 1.6 ミリメートルに等しい直径が必要になります。
また、保護環境下で行われる半自動プロセスには、直径 0.3 ~ 1.6 mm が適しているという規則もあります。 直径 1.6 ~ 12 mm が溶接電極の作成に適しています。ワイヤ径が 2、3、4、5、または 6 mm の場合、フィラー材料をフラックスに使用できます。


マーキング
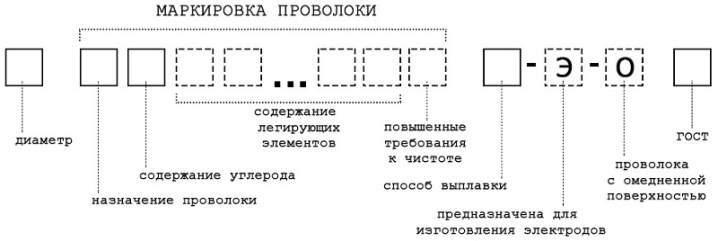
溶接ワイヤのマーキングは、溶接が必要な材料のグレードや作業条件によって決まります。 GOSTおよびTUに従って指定されています。為に デコードがどのように実行されるかを理解するために、ワイヤーブランドSv-06X19H9Tの例を考えることができます、電気溶接でよく使用されるため、非常に人気があります。文字の組み合わせ「Sv」は、金属糸が溶接専用であることを示します。
文字の後には、炭素含有量を示す数字が続きます。数字「06」は、炭素含有量がフィラー材料の総質量の0.06%であることを意味します。次に、ワイヤーの組成に含まれる材料とその量を確認できます。この場合、「X19」 - 19% クロム、「H9」 - 9% ニッケル、「T」 - チタンです。チタンの記号の横に数字がないので、その含有量が1%未満であることを意味します。
人気メーカー
ロシアでは、70 を超える等級のフィラー ワイヤーが製造されています。 Bars ブランドの製品は、2008 年から営業している Barsweld によって製造されています。この範囲には、ステンレス、銅、フラックス入り、銅メッキ、およびアルミニウム ワイヤが含まれます。充填材は革新的な技術を使用して製造されています。もう 1 つのロシアの金属ねじのメーカーは、InterPro LLC です。生産は、特別な輸入潤滑剤を使用してイタリアの設備で行われます。
溶接ワイヤは、ロシアの企業でも製造できます。
- LLC "SvarStroyMontazh";
- 溶接材料の Sudislavsky 工場。


中国企業は、フィラー材料市場で広く代表されています。彼らの主な利点は、平均価格と高品質の組み合わせです。たとえば、炭素鋼と低合金鋼を扱うためのワイヤーを製造している中国の会社であるファリーナについて話しています。 他の中国の製造業者には企業が含まれます:
- でか;
- バイソン;
- アルファマグ;
- イチェン。


どのように選択するのですか?
充填材を選択するときは、2 つの基本的なルールを考慮する必要があります。すでに述べたように、ワイヤの組成は、溶接する部品の組成とできるだけ類似していることが重要です。たとえば、鉄金属や銅合金の場合、さまざまなバリエーションが使用されます。 可能であれば、組成物に硫黄やリン、さび、塗料、および汚染物質が含まれていないことを確認することをお勧めします。
2 番目の規則は融点に関連しています。フィラー材料の場合、ワークピースよりもわずかに低くする必要があります。 ワイヤの溶融温度が高いと、部品の焼損が発生します。さらに、ワイヤーが均等に広がり、縫い目を完全に埋めることができるようにすることも重要です。フィラーの直径は、溶接する金属の厚さに対応する必要があります。
ちなみに、ワイヤーの素材はガイドチャンネルの素材と一致している必要があります。

使用上のヒント
溶接ワイヤの保管は、高湿度条件下では行うことができません。 元のパッケージに入った充填材は、温度 17 ~ 27 度、湿度 60% で保管できます。 逆に、温度間隔が27〜37度に上昇すると、最大相対湿度は50%に低下します。パッケージから取り出した糸は工房で14日間使用できます。ただし、ワイヤは、汚れ、ほこり、油製品から保護する必要があります。溶接を 8 時間以上中断する場合は、カセットとリールをビニール袋で保護する必要があります。
さらに、フィラー材料の使用には、消費率の予備計算が必要です。充填するジョイントの 1 メートルあたりのワイヤ消費量を計画するのが最も便利です。 これは、式 N \u003d G * K に従って行われます。ここで、
- N が基準です。
- G は、長さ 1 メートルの完成した縫い目の表面の質量です。
- K は補正係数であり、溶接に必要な金属消費量に対する溶着材料の質量に応じて決定されます。


G を計算するには、F、y、L を乗算する必要があります。
- F - 1平方メートルあたりの接続の断面積を意味します。
- y - ワイヤーの製造に使用される材料の密度を担当します。
- 消費率は 1 メートルごとに計算されるため、L の代わりに数値 1 が使用されます。
N を計算したら、指標に K を掛ける必要があります。
- 底部溶接の場合、K は 1 です。
- 垂直 - 1.1;
- 部分的に垂直 - 1.05;
- 天井付き - 1.2。

式に従って計算を実行したくないことは言及する価値があります.インターネット上では、溶接材料の消費のための特別な計算機を見つけることができます. 溶接ワイヤ送り機構は、原則として、電気モーター、ギアボックス、および送りと圧力のローラーシステムで構成されています。 自分で作ることも、既製のデバイスを購入することもできます。このメカニズムは、溶加材を溶接ゾーンに運ぶ役割を果たします。
また、アセチレンガス溶接ワイヤーは錆や油分が付着していないことも注意してください。 融点は加工する材料の融点以下である必要があります。
適切な組成の溶接ワイヤが見つからない場合は、場合によっては、処理する材料と同じグレードの材料のストリップに置き換えることができます。二酸化炭素溶接用の金属フィラメントの要件も同様です。


次のビデオでは、0.8mm 溶接ワイヤの比較テストをご覧いただけます。













コメントは正常に送信されました。