自分の手でシートベンダーを作る方法は?

シートベンダーは、パイプおよびバーベンダーとともに、日常生活や建設サービスに役立つデバイスです。多くの場合、金属倉庫は板金を曲げるサービスを有料で提供しています。 1 つまたは複数のシートを曲げるために料金を支払うことができますが、自分で家を建てる場合は、独自のシート ベンダーが必要です。

ベンディングマシン装置
シート ベンダーを作成する前に、厚さと構造、曲げる必要があるシートの数、正確に曲げる方法を決定します。これにより、デバイスがリリースされるスキームを選択できます。 最も単純なメカニズムでは、トラバースを使用して鋼板を曲げることができます.この装置は、マスターの手の力だけを使用して、幅が0.5メートル以下のシートを90度簡単に曲げます。板金は、クランプまたは小さな万力で機械に固定されます。選択した場所での曲げは、トラバースを押すことで実行されます。
正しい曲げ角度を得るには、金属または合金のストリップの形をした特別なインサートが必要です。これにより、曲げられたシートに弾力性が追加されます。

複雑な装置 - プレスブレーキ アクチュエータとしてメッシュとパンチを使用。金属または合金のシートを曲線または直線状のマトリックス上に置き、パンチ (ベンディング ウェッジ) をシートに押し付けて曲げ、目的の折りパターンを付けます。このような機械は、鉄板の曲げ加工が行われる金属加工生産でより頻繁に使用されます。

自家製シートベンダー 自宅では、油圧機構を使用することもできます。その役割は、たとえばジャッキによって行われます。
このような機械には、少なくとも 2 つの同一のジャッキが必要です。
さらに、それらの作業を同期する必要があります。これは、たとえば鉄筋ベンダーと比較すると、さらに複雑になります。
プロのシートベンダー 3軸機構をベースに作られています。それらでは、金属のシートが制御されたシャフトを通過します。その結果、シートの曲げ半径は、異なるアプローチに対して異なる値を取得します。


特別な場所が占有されています 電磁プレートベンダー.しかし、そのようなシートベンダーを自分で作るのは難しいです。その肯定的な性質は、小さな寸法、シートを曲げる静かなプロセス、高速です。このようなシート ベンダーは、曲げ面とマトリックスの間に作成された電磁界によって機能します。フレクサーはスプリングで自由に固定され、その下にマトリックス自体が配置されます。機構は曲げシートの形状に適応します。電磁石がフレクサーの下 (またはその中に) 配置され、整流された電源電圧が適用されます。
マトリックスがベンダーに吸着し、挿入したワークを瞬時に曲げます。このようなデバイスには、マルチレベル(複合)フランジ加工を可能にするセクターベンダーもある場合があります。


シャフトシートベンダー たとえば、円形または楕円形の断面を持つパイプが理想的な寸法を持つ単一壁の煙突の製造に使用されます。シャフト機構に特定のプロファイルがある場合、周囲に配置された屋根溝の製造に適しています。
必要に応じて、シャフト プレート ベンダーには追加のプレート ベンディング シャフトが装備されています。これにより、たとえば、平らなシートから段付きまたは波形の鉄を得ることができます。
圧延機にはナイフが装備されていることが多く、これによりシートを曲げ点の近くで切断することができます。


手動曲げ機では、ほとんどの場合、作業リソースは次の制限内で選択されます。
- 枚数 - 1400以上;
- シート幅 - 2m以下;
- 曲げ角度 - 130度まで。
より大きなリソースが宿題ではなくカスタム作業に使用されます。


材料と道具の準備
シート曲げ機の製造には、次の工具と消耗品がなければできません。
- 電気ドリル さまざまな直径のドリルのセット。
- ブルガリア語、およびそのためのディスクの切断および研削;
- 溶接機 および電極のセット。
- 万力 ワークベンチの場合、クランプのセット。
- ハンドツールセット (ハンマー、ハンマー、ペンチ、センターポンチ、ノミヤスリ)。



ツールを接続するには、ヤードの作業場所の近くにコンセントがない場合は、必要な長さのコイル延長コードが必要です。
消耗品として必要なもの:
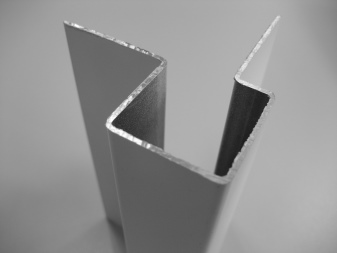
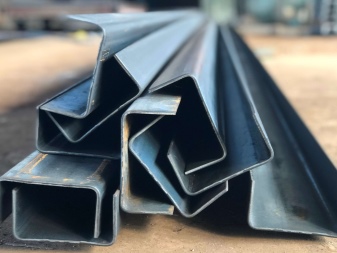
- コーナープロファイル 厚肉鋼から;
- ボルト、ナット、ワッシャー (栽培者を使用できます);
- チャネル (部分的に尖ったエッジを持つ U 字型プロファイル);
- ルール (トリガー要素として使用する場合);
- 鉄筋 (滑らかな表面での補強は許容されます);
- ボールベアリングセット (メカニズムがそれらの使用を提供する場合)。


必要な電化製品、消耗品、材料を準備したら、シート曲げ機の製造を開始できます。
作るためのステップバイステップの説明
手動、シャフト、油圧式の 3 種類のプレート ベンダーには、いくつかの特定の図面が含まれます。コーナー(ティー)から始めましょう。
角から
1つまたは2つのコーナーをベースにするのが最も一般的なデザインです。ここには広い平らな場所 (作業台) が必要です。 理想的には、テーブルの天板がより厚い金属シートで覆われている場合シートを曲げたいものよりも。
コーナーの幅は少なくとも 4.5 cm、厚さ - 少なくとも 3 mm でなければなりません.長い板(1メートル以上)を曲げる場合は、角を厚く広くする必要があり、鉄系のT字型(T字型、ダブルコーナー)も適しています。
2 つの鋼製ドア ヒンジ、10 ~ 20 mm のボルトとナット、およびスプリングを準備します。皿頭のネジ頭を持つバタフライループを使用することをお勧めします-それらの設計は強化されており、かなりの過負荷に耐えることができます.

以下をせよ。
- 2 つの T プロファイルを一緒に折ります。両端にループ用の切り込みを入れます。各ノッチの端を 45 度の角度でトリムします。
- 3 番目の T プロファイルを同じ方法でヤスリで削り、ノッチを深く残します。このようなくぼみは、曲がったシートを押すために必要であり、楽に動きます。
- 前面と背面から、両側のループを溶接します。溶接部が均一でしっかりしていることを確認してください - ループが外れないようにしてください。
- 現時点であなたから離れているおうし座の1つで、両側に2つのベベルを溶接します。それらは、クランプ部品の保持ボルトを固定するのに役立ちます。
- ベベルにボルトナットを溶接します。
- クランプバー(カット面のあるティー)を固定します。
- それぞれの真ん中に穴を開けて、上に鋼板を溶接します。ボルトは穴に簡単に収まる必要があります。
- 穴がナットに合うように合わせます。これらのプレートを溶接します。
- クランプバーを平均 6 mm 持ち上げるのに十分な力になるように、スプリングの一部を切り取ります。
- ボルトをクランプバーにねじ込み、スプリングを取り付けてナットを締めます。裏側にも同じスプリングを取り付けます。ボルトを緩めると、プレッシャープレートは自然に上昇します。
- 2 枚の鉄筋をボルトの頭に溶接します。これらは締め付けのハンドルとして機能します。
- 得られたハンドルに、チューブの形で作られたプラスチック製または木製の裏地を付けます。自転車の古いグリップを使用してもかまいません。


Listogib はすぐに使用できます。デバイスは、I ビームで作成することもできます。上部 - 押す - I ビームは、ヒンジの助けを借りて底部の端から固定されています。
I ビームの 2 番目の端は、くさびまたは偏心によって保持されます。
チャンネルから
アングルまたはティー プロファイルを U 字型チャネルに交換すると、曲げ加工機の寿命が大幅に延びます。チャネルにインストールされている主要なパーツは変更されていません。
チャンネル使用時のトラバースが途中で曲がることはありません。次に、コーナーは過負荷に対する耐性が低くなります。わずかな曲がりでも作業の質が大幅に低下します。そのため、機械をまっすぐにして調整した後、鋼板を曲げる必要があります。

ルールから
ルールに基づいて鋼板を曲げるための装置は、コーナーまたは「ブランド」の代わりに、従来のアルミニウムルールがクランプとして使用され、左官工事で使用され、スクリード中にコンクリートの床を水平にするために使用されるという点でコーナーのものとは異なります。厚さ 0.7 mm までのシートを曲げても実際には変形しませんが、この制限を超えてシートを短く曲げすぎると、定規が鈍くなることが保証されています。交換可能 - 使い古した定規を新しい定規に簡単に交換できます。
ビームは曲げトラバースとして使用され、クランプ軸の周りで鋼板を曲げ、所定の角度で曲がるまで鋼板を変形させます。

木から
シート ベンダーの木製パーツは、デバイスの過剰な質量からあなたを救います。実際には、古典的なコーナーまたはチャネル曲げ機の重量は 100 kg 以上であり、移動することはできません。レールを主体にすると重量が200kg以上増え、キャノピー下に鉄筋コンクリート舗装の床面積が必要になります。

1mm厚までの鉄やアルミを曲げる木製曲げ機.
広葉樹が必要になります。松やトウヒを使用すると、木製の部分がすぐに鈍くなり、変形します。木製構造の利点 - 溶接不要 - すべてのボルト接続。木製の機械の方が作りやすいです。ルーフィングシートの曲げ加工や純トタン加工に適しています。
多くの場合、スチール製の機械は、木の板を枕として使用して重量で改善されます。


レールから
レール付き手動シート ベンダーは、厚さ 2 mm 以上の鋼を曲げるために設計されています。大雑把に言えば、鉄製のガレージが以前に建てられた厚いシートを曲げることができます。板金のクランプは、レールを使用して実行されます。シート送りの深さは無制限にすることができます-そのような機械は、シートの長さに関係なく、シートをどこでも曲げます。手動レールベースのシート ベンダーのパフォーマンスは、1 時間あたり数十リニア メートルのシートであり、金属の曲げ加工を開始できます。
レールの長さは最大 2.5 m です。

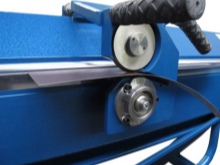
ベアリングから
ローラーシートベンダーは、ループベンダーとは異なり、移動精度が向上しています。曲げ板にかかる荷重に応じてベアリングを選定し、潤滑状態を良好に保てば、3 ローラーユニットは毎日の使用でも数年は使用できます。
このような機械の製造プロセスの説明は次のとおりです。
- 正方形の管状プロファイルの一部にいくつかの穴を開けます。直径8mmまでの鋼棒に必要です。
- これらのロッドをパイプに溶接し、プラスチック プラグを取り付けます。機械の作業部分の準備が整いました。
- スチールアングルの2つの部分に長方形のカットを見ました。
- それらの間にスペーサーワッシャーを置いて、ワークベンチのバイスに角を置きます。ワッシャーの助けを借りて、曲げられたスチールまたはアルミニウムシートが配置されるスロットが設定されます。
- 2 つの滑らかで完全に丸いピンをコーナーに溶接します。
- ボール ベアリング セットをピンにスライドさせます。
- 角の中央部分にドリルで穴を開けます。
- これらの穴に、以前に溶接されたプロファイル パイプと 2 つのロッドで構成されるコンポーネントを挿入します。
- ブッシングをロッドに取り付け、コーナーに溶接します。
- ロッドの先端にボールベアリングを入れます。


構造を組み立て、ベアリングにリソール、グリース、またはグラファイト グリースを注いで潤滑します。このユニットは錫に最適です。
助けになるヒント
自宅ではなく庭で使用するため、建物全体を塗装することをお勧めします。適時に塗装すると錆びません。
1mm以上の厚さのシートを曲げるのに木製のベンダーを使用しないでください。 -これは急速な故障につながります。それほどの努力をするようには設計されていません。
一方、薄い鋼には強力すぎるベンダーは使用しないでください。 曲げが速すぎると、シートが破損します。、ひび割れの原因となります。特に亀裂は、時間の経過とともに通常の亜鉛メッキシートを破壊します。各デバイスは、特定の負荷用に設計されています。
強力な曲げ機で2mmを超える厚さの鋼を曲げることは、時には1人の労働者の力を超えています.ベンダーの腕が長い場合でも、他の作業者の助けが必要になる場合があります。プロの手動シート ベンダーでは、労働者は鋼板を 2 つ、3 つに曲げたり、12 キロワットのモーターを備えた機械装置を使用したりします。後者のオプションは、例えば、波形の屋根ふきシート、「リッジ」コーナー、ボックス、敷居用の L 字型ストリップ、およびその他のいくつかのタイプの製品が完成した鋼板のストリップから作られる工場に適用できます。

よくできたシートベンダーは、鋼板の塗装や亜鉛メッキを傷つけたり、曲げたりすることさえありません。このようなコーティングの傷や擦り傷を避けるために、シートをベンダーに慎重に挿入してください。
たとえそれが頑丈で高品質であっても、シートベンダーは徐々に摩耗する可能性があります.回転部品(ヒンジ、ベアリング)を動かしたりこすったりするには、少なくとも年に1回は潤滑する必要があります-まれな一時的な作業です。 頻繁で長時間の作業では、月に 1 回、四半期に 1 回潤滑が必要になる場合があります - これらの部品は過負荷が増加し、摩擦が完全になくなるわけではありません。前縁をチェックしてください - 時間が経つにつれて、それらは鈍くなったりギザギザになったりする可能性があり、シート メタルの曲がりは悪化し、粗くなり、隆起やへこみが生じます。
素材にステンレス板を使用しない.そのような合金のかなりの靭性は、これらのシートを加工するのを困難にします。
プレート ベンダーを作成するときは、常に反対方向に方向を変える荷重によって損傷を受ける溶接継手を避けてください。
不必要な詳細を追加せずに、マシンをできるだけシンプルに保つようにしてください.シンプルさは信頼性の友です。余分な部品は、余分な重量を追加できます。


シートベンダーは、芸術的な鍛造に使用されるワークピースの曲げには適していません。そのナイフは、2 mmからのスチールワークピースの形状切断用に設計されていません。ベンダーズナイフは基本的に真っ直ぐしか切れません。この問題を解決する別のレベルの特殊な金属加工機を使用します。
パワーベンダーを含む電動工具を扱うときは、手袋、ゴーグル、オーバーオールを使用してください。これにより、不注意な動きによる怪我の可能性が減少します。労働者の弾薬は、作業中にデバイス自体にくっついてはいけません。
結論
手動曲げ機の製造があなたの力と知識を超えていることが判明した場合は、既製の装置を使用する必要があります。約6万ルーブルかかります。ただし、この方法は、曲げ加工をオンストリームにして利益を逃したくない人にのみ有効です。
自分の手でシートベンダーを作る方法 - 以下を参照してください。













コメントは正常に送信されました。