鍵屋ノミ:選択の目的とヒント

一部の作業には、破壊的な力を伴う機械的作用用に設計された特別なツールが必要です。そのような装置はノミです。それについては記事で説明します。

それは何ですか?
金工用ノミは、金属や石を加工するための打撃切断装置です。ツール炭素鋼から作られています。ツールの先端は刃のような形をしています。
このツールは多機能ですが、主に次の目的で使用されます。
- 石を砕く;
- 金属の切断;
- タイルを倒します。
- 釘/リベットおよび同様の留め具の頭を「切り取る」;
- 「なめられた」エッジでボルトとナットを緩めたり締めたりします。


デバイス
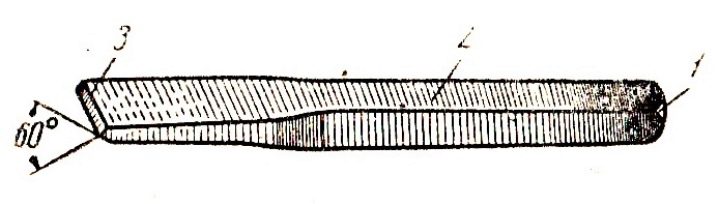
この図は、大工のノミのデバイスを示しています。1 - ヘッド、2 - ロッド、3 - ブレード。
一般に、ノミは直棒で、その断面は長方形、円形、楕円形、または多面体の形状をたどることができます。 片面(ワーキングキャンバス)に研ぎがあります。もう一方の端はハンマー打撃用です。作業中のマスターの安全を確保するために、ノミに保護用の「キノコ」を取り付けることができます。これは、ゴム、木、またはプラスチックで作られたビーズ付きの中空のハンドルです。ただし、通常、ツールの建設バージョンのみに保護キノコが装備されていることを考慮する価値があります。鍵屋のノミには、通常はありません。
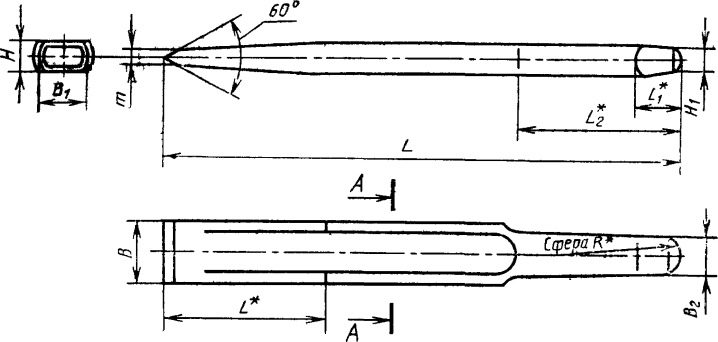
作業刃には、主および副切断角度を備えた両面研ぎがあります。切れ刃の耐久性を高めるため、少し鈍らせています。ノミのシャンクと作業刃は、必然的に熱強化されます。
種類と特徴
問題の楽器には約20種類あります。 それらの中で最も有名なものをリストします。
- ベンチのみ - 非硬化金属での作業に使用されます。
- パイクノミ - 空気圧装置 (削岩機およびチッピング ハンマー) で使用されます。
- ノミ - 狭い刃先を装備。金属に溝や溝を切るために使用されます。



- 溝入れチゼル -巻き毛の刃先を持つクロスカットの亜種。
- 鍛冶屋のみ - 長い木製のハンドル (ハンマーのようなもの) に取り付けられています。これにより、フィクスチャを保持している手を高温の金属から離すことができます。切断のための冷たい金属の使用は除外されません。
- ノミのメス - 石を扱うために使用される、従来のモデルと比較してよりシャープな固定具。このオプションの作業キャンバスはへらに似ています。主に彫刻家が使用する、石をスムーズに処理するのに役立ちます。ツールにはラバーマッシュルームが装備されており、マスターを手にぶつけるだけでなく、破片の飛散からも保護します。



ツールの主な特徴には、固定具のタイプ、その目的(軟質、中硬質、硬質金属の加工用)が含まれます。衝突部分のタイプ (円錐またはストレート) も考慮されます。ノミは、構成部品のいくつかのバリエーションで作られています(GOST 7211-86の要件に従って)。 ハンドルを使用してツールを割り当てます。
- 平らな楕円形のセクション;
- 楕円形のセクション;
- 六角形のセクション;
- ダブルセクション。



衝撃部品の種類に応じて、次のオプションがあります。
- 幅の円錐形の作業と衝撃部分。
- 幅の直動衝撃部分。
デバイスが金属の切断を目的としている場合、その作成には炭素鋼グレード U7、U8、U9、U7A、U8A などが使用されます。
勝利のはんだ付けを備えたノミは、コンクリート、金属、さまざまな岩を扱うのに適しています。このようなノミは、はんだ付けなしのデバイスよりも長持ちします。また、研がなくても長持ちします。
GOSTの技術的要件によると、ノミの硬度は特定のパラメーターを満たさなければなりません。 鋼種 7HF、8HF の切れ刃の少なくとも半分の長さの作業面の場合、この数値は 56 ~ 60 HRC です。 U7A、8HF の場合、54 ~ 58 HRC の値が提供されます。 7HF、8HFのインパクトエンドから少なくとも1.5サイズの長さのインパクト部分では、確立された基準は41-46.5 HRCです。 U7A、8HF に関しては、ここで指標は 36.5-41.5 HRC の範囲にあります。


他の鋼種を使用して製品を作成することもできます。主なことは、加工された状態の材料の機械的特性が、上記の品種の機械的特性よりも悪くなってはならないということです。
ノミには、保護および装飾コーティングが必要です。 GOST 9.306 および 9.032 によると、これは次のようになります。
- 油を塗った酸化物、油を塗ったリン酸塩、または厚さ9ミクロンのクロム。
- 厚さ 12 μm のカソード還元によって堆積されたニッケル下層を含む厚さ 1 μm のクロム。
- クロムメッキとリン酸塩で15ミクロンの厚さで亜鉛メッキされた後、チゼルの表面をクラスIIに応じたさまざまな色のNTs132ニトログリフタルエナメルで塗装します。
- カドミウム 厚さ 21 ミクロン、クロメート処理済み。
- 14 または 7 μm の厚さのニッケル下層を備えた 1 μm のクロム。
チゼルのサイズは異なる場合があります。長さは 100 ~ 200 mm で、125、160 mm のインジケータ付きのオプションが含まれます。作業部分の幅は 5 ~ 20 mm です。重量は軽量タイプで210g~380g、重量タイプ(電動工具作業用)で590g~750gです。


研磨角度も異なる場合があります。軟質金属の場合は、より角度のついた製品(約35度)が使用されます。硬質金属の場合は、より大きな角度 (45 ~ 70 度) が必要です。
選択のヒント
ノミを購入する前に、まずそれを使用する作業の種類を決定する必要があります: 建設または配管。ツール間の主な違いは、記事の冒頭で述べた保護要素の有無です。これにより、寸法が縮小され、ツールの作業領域が増加します。
ノミが作られている鋼の等級にも注意を払う価値があります。 推奨される材料の種類のリストは上記のとおりです。最高品質のノミは強度に優れています。これにより、操作中にブレードの粒子が欠けるリスクが軽減され、ツールがより安全になります。軟鋼製または非硬化刃のノミは、すぐに使用できなくなります。


あまり知られていないメーカーの安価なモデルを選択しないでください。品質が悪い可能性があります。信頼できるブランドを優先します。
使い方?
- ノミで作業を開始する前に、その作業面が無傷であることを確認する必要があります。これを行うには、ブレードのエッジに亀裂、欠け、および同様の欠陥がないか検査するだけで十分です。見つかった場合は、怪我を避けるためにツールを使用することはお勧めしません。
- 作業中は必ずゴーグルと手袋を着用してください。デバイスに保護ゴムパッドを追加すると、マスターの安全レベルが向上します。ツールは乾いている必要があります。そうしないと、手から滑り落ちる可能性があります (これはハンマーとノミ自体の両方に当てはまります)。作業中は、近くに見知らぬ人がいないことを注意深く監視する必要があります。
- 素材をマークアップすることを忘れないでください。薄くても大きなサイズの金属シートは、アンビルで切り刻むことができます。ノミは垂直に保持する必要があります。ワークピースが小さいが厚さが大きい場合は、万力で固定することをお勧めします。スポンジは、適用されたマーキングと同じでなければなりません。金属の厚みが大きい場合は、マーキング ラインをその 4 mm 上に配置する必要があります。ハンマーはノミの後ろを直角に短く正確に打撃します。


- 金属シートを扱うときは、その種類と厚さを考慮してください (厚さの大きなシートは数回に分けて切断する必要があります)。ノミでワイヤーを切断する必要がある場合は、一撃で切断しようとしないでください。切断部分がランダムな方向に飛んでいく可能性があり、それを探すのに時間がかかる可能性があります。小さなサイズの軽い打撃(ノッチ)を1回行い、必要なピースを壊すことをお勧めします。これは最終的にあなたの手に残ります。
- ハンマーの重量は、ノミの重量の少なくとも数倍でなければならないことを忘れないでください。そうしないと、ハンマーがノミの衝撃部分の表面から滑り落ち、生産性がゼロに近くなり、作業が深刻な問題になります。ハンマーの状態、特にハンドルへの固定の信頼性も重要です。作業中に工具の衝撃部が台座から飛び出し、けがをする恐れがあります。
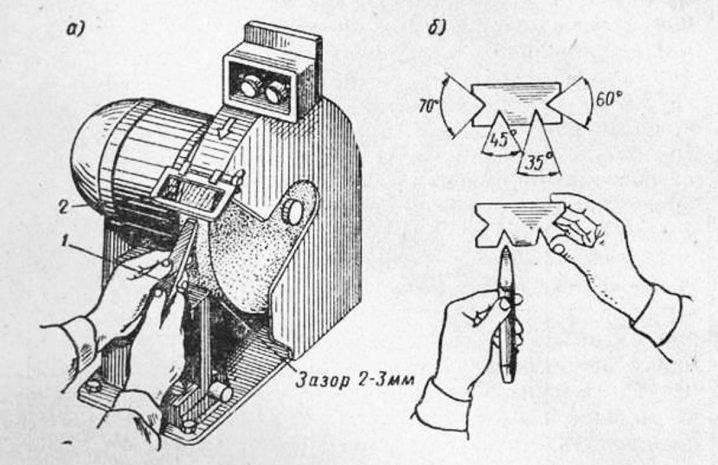
- ノミには正しい研ぎ角度が必要であることを忘れないでください。加工が難しい金属ほど、角度は大きくなります。鋳鉄、硬質鋼、青銅の場合、70 度の研ぎ角度が想定されます。中程度の柔らかさと軟鋼 (真鍮、亜鉛、銅) の材料の場合 - 60 度。アルミの場合、研ぎ角40度の工具が必要です。


シャープ機能
セルフシャープニングを実行するには、きれいな水の入った小さなタンクを用意する必要があります。その中に定期的に加熱されたツールを入れます(最初の硬化を柔らかくするのを避けるため)。研ぎはエメリーホイールの端で行われます。チゼルの刃は、エメリー ホイールの方向とは逆にする必要があります (火花が下向きになるようにするため)。周囲温度とエメリーホイール/砥石の回転速度に応じて、チゼルを30秒から60秒冷却します。
エッジが露出しすぎると、過熱して硬度が失われる可能性があります。 これにより、硬い材料を処理できなくなります。ノミは両面下降するので、研ぐときは刃の当たる面を変えてください。定期的な反転により、正しいジオメトリを維持できます。研ぎはエメリー砥石でも行うことができますが、時間がかかります(この場合、プロセスは前進して実行されます)。
詳細については、以下を参照してください。













コメントは正常に送信されました。