セルフタッピングねじはどのように作られていますか?

タッピンねじの作り方を知っておくと、タッピンねじだけを使う人にも役立ちます。しかし、新しい生産を組織する人にとっては、もっと重要なことがあります。それは、技術とは何か、そしてその製造にはどのような機械が必要になるかということです。ロシアと他の機器のどちらかを選択し、特定のモデルの機能を慎重に検討することが重要です。


それらはどのような原材料から作られていますか?
タッピンねじの製造工程は、厳選された特殊グレードの原材料を使用せずには考えられません。 最も一般的に使用される 3 つの金属は次のとおりです。
- 真鍮;
- 高炭素鋼;
- ステンレスの特性を持つ鋼。
金属は通常、棒またはワイヤーに成形されます。同様の製品は、金属圧延に携わるあらゆる企業で製造されています。したがって、原材料の入手には特別な問題はありません。 1000kgの鋼の場合、約2500〜3000ルーブルを請求します。
この量は、50 万個のタッピンねじまたは同様の量の生産に十分です。


マシンはどうあるべきですか?
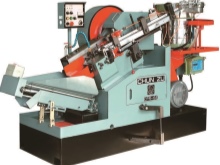
セルフタッピングねじの製造にはさまざまな設備が必要ですが、その中でも製図台は非常に重要です。細い金属棒を得ることができます。 このような装置は、特別なコンポーネント(ダイ)を備えた炉であり、体系的に減少する穴が装備されています。 ロッドは高温に加熱されます。渡されたダイの数は、結果として得られる直径に直接影響します。加工工程における重要な役割は、いわゆる冷間圧造機によって行われます。この装置では、完成したバーを希望のサイズにカットします。さらに、得られたタッピンねじの頭部が形成されます。最後に、頭に追加のスロットが表示されます。これにより、ドライバーを使用して安全にファスナーを操作することが可能になります。
セルフタッピングねじを製造する場合、ねじ転造システムなしでは不可能です。 その名の通り、糸を作る装置です。特殊な金型を用いて、切削段差や切削面の形状を整えます。結論は簡単です。さまざまなねじ山で製品を作成するには、さまざまなサイズの金型のストックを作成する必要があります。しかし、ライフリングを作るだけでは十分ではなく、硬化炉での処理がさらに必要になります。


通さないと、出来上がりが不必要に柔らかくなってしまいます。販売することも、どうにかして使用することもできなくなります。 手順は(外向きに)非常に簡単です。まず、金属を加熱し、次にその温度を急激に下げます。 したがって、タッピンねじを製造するための多機能ミニマシンに関する話がいくぶんずるいことであることは明らかです。そのようなデバイスがある場合、その汎用性はさまざまな切断モードでのみ表現され、他の設備は作業の各段階、他の技術操作に対して引き続き責任を負います。
たとえば、ガルバニック浴を使用することも必要です。 彼らの助けを借りて、防食特性を持つ特別なコーティングが施されています。技術的な処理のニュアンスは、適用されるコーティングの種類によって決まります。ただし、間違いなく複数の槽でネジを処理する必要があります。メッキを施した場合は、十分な乾燥が必要です。ワークを屋外に配置するだけでは十分ではありません。特別な装置での乾燥が望ましいです。包装機も必要です。彼らは完成品を特別なパッケージに入れます。
最新の自動化では、必要なタッピンねじの数を数えることができます。


人気ブランド
生産性が低い(毎分50から70個)ロシアのメーカーから工作機械を購入する場合、17万から20万ルーブルを支払う必要があります。 要求される性能が高ければ高いほど、機器は高価になります。 毎分250〜300個のセルフタッピングネジを製造する中国のシステムは、すでに50万ルーブルの費用がかかります。一部のモデルは70万で販売されています。オーストリアとドイツで製造された同じ生産性のデバイスは、1台のマシンあたり750〜1100千ルーブルで販売されています。
多くのアメリカの企業は熱心に広告を宣伝しています。 ただし、それらの機能全体は、ブランドの形成とプレゼンテーションにのみ還元されます。ほとんどすべてのコピーは中国で作成されており、米国には単純なライセンス所有者がいます。技術的には、消費者にとって違いはありません。この場合、価格にはチェーン全体のコストと利益が含まれます。


ドイツ製のオーブンは、非常に優れていると見なされることがよくあります。そして、一般的に、これは真実です。しかし、このセグメントは連続デューティサイクル設計が主流です。 小規模産業や半手工芸品のワークショップでは、バッチ炉がより必要になります。 この種の製品は、一部の国内企業から供給されています。間欠サイクル炉の原料は、穴の開いたバレルに装填されます。これらのバレルは、硬化タンクに敷設するときにも使用されます。多くのアクセサリーは手作りです。図面やダイアグラムを見つけることは、今では問題ではありません。エラーを排除するために、公式の技術を注意深く研究する必要があります。
タッピンねじを製造する小規模企業にとって、Candid AS3016 は理想的です。 ネジ・ねじの製作も可能な半自動モデルです。このような機器のコストは、約 3,000 の従来のユニットです。確かに、彼の生産性はそれほど高くありません.1分あたり最大25個のファスナーです。マシンの半自動タイプは、オペレーターが多くの操作を実行する必要があることを意味しますが、初心者にとってこれは理想的なソリューションです。


セルフタッピングねじを製造するための機械の主要部分は、依然として中国と台湾で製造されています。ロシアでは、そのような機器の製造を専門とする組織はごくわずかです。配送料を考慮すると、その購入のコストは非常に顕著です。 Samstal は、ロシアのサプライヤーの中で誰もが認めるリーダーです。 また、注目すべき製品は次のとおりです。
- FOB;
- リアンテン;
- 内部。


最も単純なバージョンでは、1 分間に最大 60 個のハードウェアを生成できます。 高度なサンプルは、1 分あたり最大 250 ユニットを作成します。 一部のバージョンは、他のタイプの製品をリリースするように構成されています。これにより、製品範囲を拡大することができ、最初はコストが増加しますが、そのようなソリューションはすぐに成果を上げます。毎分 50 個の設計能力を持つハードウェアを生産するための最も手頃な価格の自動機械のコストは、少なくとも 13,000 米ドルです。
有資格の高級プロフェッショナル向けに設計されたモデルは、1 分間に最大 300 台のハードウェアを構成する場合があります。 平均的なロシアの機械は、約9万から10万ルーブルの費用がかかります。必要なすべての機器を備えた完全なラインを購入すると、約50万ルーブルの費用がかかります。
節約する価値はありません。高品質の機器だけが本当に採算が取れ、多くの安価な改造はすぐに使い果たされます。


テクノロジー
もちろん、セルフタッピングねじの製造は、適切な機器の取得だけに還元することはできません。 技術プロセスの最初のステップは、当然のことながら、ワイヤーを必要な長さのセクションに切断することです。 同時に、帽子が形成されます。さらに、完成品はベルトコンベアに沿って専用機に運ばれます。スレッドが適用されるのはそこです。前述の硬化、洗浄、乾燥に加えて、選別が必要です。参考までに、セルフタッピングねじの分類と梱包は、常に特別な機械で行われるとは限りません。多くの小規模産業は、これらの操作が特別に魅力的な従業員によって実行されるように構築されています。
最新の機械は単純なので、原則として 1 ~ 2 人ですべてのプロセスを実行できます。 修理やメンテナンスにも特別な困難はありません。ねじ切り機は、振動グリッパーを使用してワークピースを所定の位置に保持します。ガルバニック処理には、通常、リン酸処理または酸化が含まれます。場合によっては、白または黄色の亜鉛が適用されます。原則として、塗装後はすぐに使用できます。硬化炉は約900度まで加熱できます。より冷たいコンパートメントが含まれています。温度の低い別の炉に搬送することもできます。



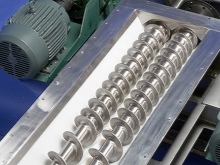
高性能の伸線機は、切削液を使用した場合にのみ適切に機能します。 適切な描画は、必要な幾何学的構成の形成だけでなく、微細構造の改善も意味します。 セルフタッピングねじの製造では、材料をコイルに巻く機能を持たない装置が使用されます。硬化後の材料の欠点を修正するには、別の手順が役立ちます-休暇。冷間圧造機では、すべてのコンポーネントを正しく配置することが非常に重要です。
準備された製品は、バンカーまたはバスケットに投棄されます。 冷間圧造機でのワークピースの分割は、開いた方法と閉じた方法の両方で実行できます(ブッシングナイフを使用)。この方法は、平面平行切断と個々のワークピースの均一なボリュームを提供します。したがって、それ以降の処理で問題が少なくなります。
ほとんどの場合、冷間圧造機で得られるセルフタッピングねじは、DIN 規格に従って製造されています。


タッピングねじの作り方については、次のビデオをご覧ください。













コメントは正常に送信されました。