銅ワッシャーの概要とアニーリング

銅ワッシャーのレビューとアニーリングは、現代の技術分野において非常に重要なトピックです。シーリング ワッシャー セット 10x14x1 mm およびその他のサイズの概要は非常に重要です。それらをアニールする方法と、既存のGOSTの基本的な要件は何かを知ることは非常に役立ちます。
説明と目的
ネジ接続の信頼性と安定性を高めるために、さまざまなシール要素の使用が実践されています。ワッシャーの素材の選択は、接続が受ける影響によって決まります。 銅製のワッシャーは、温度と圧力の上昇が一定モードまたは定期的に観察される場合に最適です。 したがって、高圧用に設計されたメカニズムを組み立てる際に、エンジニアリング業界で広く使用されています。まず第一に、燃料と油圧機器について話しています。


チェーンソーの裏当てや車のドレン プラグに銅ワッシャーが適している理由は、次のとおりです。
- 攻撃的な環境における材料の高い耐薬品性。
- 優れた耐食性;
- 高温の作用下でのシール機能の維持、および熱状態の大幅な変動。
- 振動に対する耐性;
- かなりの圧力下での基本的な特性の強度と安定性。

このような留め具は、自動車のメカニズムにも使用できます。そのすべての部品は常に加熱されていますが、湿った状態になっています。このような高いレベルの責任は、これらのワッシャーが非常に強力な要件を満たしていることを意味します。 特定のタイプの製品に指定された GOST への準拠は、非常に重要です。 コンプライアンス情報は、キットの元のパッケージと付属の品質証明書に記載されています。必要な特性の達成は、主に原料の特性に依存します。

ワッシャーの外観は、GOST 18123-82 で明確に説明されています。この基準によれば、表面の滑らかな形状からの逸脱があってはなりません。バリや亀裂は許されません。腐食の兆候や金属の筋のあるワッシャーも基準に準拠していません。 3.2ミクロンを超える粗さでも、製品を受け入れないことができます。
管理プロセスには、主に目視検査が含まれます。 必要に応じて、虫眼鏡を使用して正確な調査を行います。粗さは、GOST 9378-75 に準拠した指標基準によって、または特殊な測定装置を使用して評価されます。
場合によっては、銅ワッシャーに特別な粉体塗装を施して耐食性をさらに高めることもあります。このコーティングは、GOST 9.302-79 に従って規制されています。

生産機能
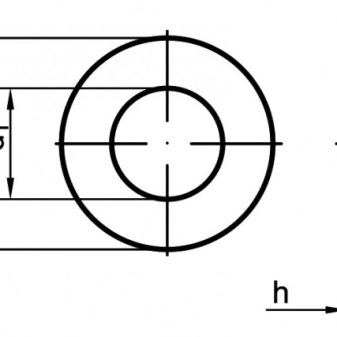
構造的に、銅ワッシャのセットは、円形、場合によっては長方形のディスクの集まりになることがあります。それらは精度のカテゴリによって明確に区別されます。 精度の標準レベルは B、精度の向上レベルは A です。 現在使用されている技術には、金属の打ち抜きまたはプレスによる銅ワッシャーの製造が含まれます。初期要素は、シートとプレートの両方にすることができます。

シーリング製品は、アニールしてから光輝させる必要があります。傷やへこみはあり得ません。また、ワッシャーの動作を妨げる切り傷があってはなりません。アニーリングの役割は、金属の可塑性を高めることです。これにより、温度低下中の部品の変形が排除されます。
ほとんどの場合、ワッシャーの製造には銅グレードM1、M2、M3が使用されます。 その中でもM3がベストチョイスです。確かに、将来の操作のニュアンスに応じて、金属を交換できます。
場合によっては、少量の酸素とリンを含む、より特殊なグレードの銅も使用されます。

アニーリングは製造時に直接行われますが、製品を長期間保管する場合は、手順を繰り返す必要があります。

材料グレード
銅ワッシャーの公式マーキングは、常に粉体塗装の存在を示しています。クラス P29 の製品は、亜鉛メッキされ、不動態化されています。マーク P34 は、製品が不動態化されただけであることを意味します。規格が複数の精度クラスを提供する場合、その指定はブランドの最初に配置されます。 ラベルの構成は次のとおりです。
- 実行タイプ;
- スレッドセクション;
- 部品の厚さ;
- 化学ブランド;
- 条件付きインデックス;
- 使用されるコーティングの厚さ;
- 適用規格。
そのような基本的な基準があります:
- GOST 10450-78 (小型製品)

- GOST 6958-78 (大型ワッシャー)

- GOST 11371 (フラット構造)

- GOST 19752-84 (シーリング用メタルフラットガスケット)

- DIN 7603 A (シーリング銅リング)。


銅とアルミニウムのワッシャーには、SHAM という特別なブランドがあります。違いは直径です。 他のブランド:
- DIN 125 (基本)

- DIN 433 (ナロー、ライニング用)

- DIN 7349 (スプリングピン用)

- DIN 988 (サポート、フィッティング用)
- WIDE(ボディタイプ)。

アニール方法
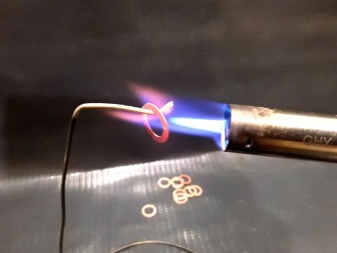
製造中の材料の処理中に必然的に現れる内部応力を除去するという理由だけで、ノズルの下で銅ワッシャーを焼くことは価値があります。ただし、この手順に明確に従うことが非常に重要です。 このプロセスは、700度に加熱されたときに実行されます。 さらに、部品は常温で自然冷却され、+25℃まで冷却されます。
溶接トーチを用いて熱処理を行います。 その中の炎は、異なるシリンダーから供給される酸素とアセチレンを使用して点火されます。もう 1 つの重要なニュアンスは、手袋とゴーグルが必要になることです。作業場所の近くに消火器を設置する必要があります。ホースをシリンダーに接続したら、バーナーのアセチレンバルブを 50% 開く必要があります。ガスの点火後、オレンジレッドの炎が現れるまで待つ必要があります。

その後、青い炎が現れるまで酸素バルブを開きます。 この時点で、パックは燃やされます。火はパックに向けられ、表面に沿って運ばれ、チェリーレッドの輝きを実現します。その後、すぐに両方のガス栓を閉めてください。さらに、すでに述べたように、製品を冷やす必要があります。

寸法
銅ワッシャーの寸法は、該当する製造規格と用途によって大きく異なります。 国内の慣行では、次のような基本的な次元があります。
- KAMAZ 6x12x1 (1.5)、8x12x1.0 用シーリングワッシャー;
- オイルパイプKAMAZおよびMAZ 8x12x1.5、9x15x0.7のシーリング;
- KAMAZ ノズル用 9.7x17.5x1.5;
- 燃料ライン用 10x16x1.0 (1.5)。
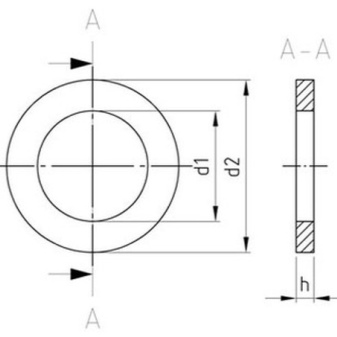
厚さ 1 mm の製品の良い例は、10x14x1 の変更です。正確な寸法は 10.3x14.6x1.0 です。1 つのコピーの重量は 0.67 g ワッシャー 10x14 のリリースは、少なくとも 10 個のバッチで行われます。
重要:これらの寸法を厳密に守ろうとするのはロシアの製造業者だけです。

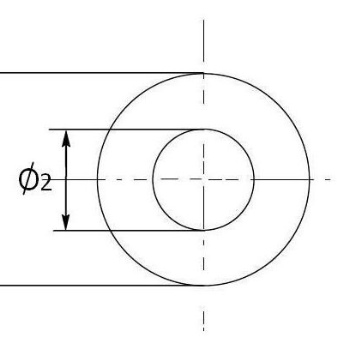
商品サイズは5×10×1はもちろん、10×12×1、38×52×3も人気です。 M10x14 を含むカテゴリ M10 の製品は、次の点で区別されます。
- 直径10 mm(指定に何も表示されていないわけではありません);
- 重さ3グラム。
- 内径20mm。


最後に、市場ではさまざまなサイズの銅ワッシャーが求められています。
- M8;
- M12;
- M14;
- M16.

銅ワッシャーをアニーリングする詳細なプロセスは、次のビデオで紹介されています。













コメントは正常に送信されました。