深さゲージ: それは何ですか?装置と動作原理

部品の製造と加工、フライス加工、旋盤加工、配管、宝飾品など、建設と製造の多くの分野では、高精度の測定器が使用されています。その一つが水深計です。


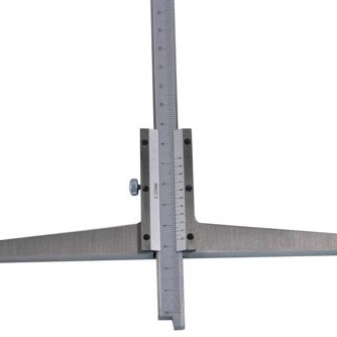
それは何ですか?
このデバイスは、よりよく知られているツールであるキャリパーと構造的に似ています。後者よりも専門性が狭く、一方向(深さ)の溝、溝、棚の線形測定のみを目的としています。このため、デプスゲージにはスポンジがありません。
測定は、測定ロッドの端を溝に挿入することによって実行され、その深さを決定する必要があります。 その後、バーのメインスケールに沿ってフレームを移動する必要があります。次に、フレームが正しい位置にある場合、次の 3 つの方法のいずれかで読み取り値を決定する必要があります (以下を参照)。


対応する 3 つの変更に応じて、デバイスからの読み取りには 3 つのタイプがあります。
- バーニアによる (Stangen デプスゲージ タイプ ШГ);
- 円形スケール (SHGK);
- デジタル表示 (SHGTS) に表示されます。
GOST 162-90 によると、リストされている 3 つのタイプのデバイスは、最大 1000 mm の測定範囲を持つことができます。一般的な範囲は、0 ~ 160mm、0 ~ 200mm、0 ~ 250mm、0 ~ 300mm、0 ~ 400mm、および 0 ~ 630mm です。デプスゲージを購入または注文する場合、対応する従来のマーキングでその範囲を確認できます。たとえば、円形スケールの読み取り値で 0 ~ 160 mm の深さを測定するモデルは、ShGK-160 と指定されます。



デバイス デバイスに応じて、GOST によって規制されている重要なパラメータは次のとおりです。
- バーニア読み取り値 (SHG タイプの変更用)。 0.05 または 0.10 mm に等しくなります。
- 円形スケールの分割値 (SHK の場合)。設定値は0.02mmと0.05mmです。
- デジタル読み取り装置の離散ステップ (SHZ 用)。一般的に受け入れられている標準は 0.01 mm です。
- フレームの長さを測定します。 120mm以上。測定範囲が最大 630 mm 以上のモデルの場合、必要な最小値は 175 mm です。
GOST によって確立された技術条件は、この機器の精度基準を定義します。バーニア付きのデバイスの場合、誤差範囲は測定範囲に応じて 0.05 mm ~ 0.15 mm です。円形スケールの計器の許容誤差は 0.02 ~ 0.05 mm、デジタルの計器の許容誤差は 0.04 mm 以下です。
ただし、これらの規格は、1000 分の 1 ミリ以内の測定に使用できるマイクロメートル モデルには適用されません。

デバイス
前述のように、デプスゲージには測定ロッドがあり、その上にメインスケールの目盛りが適用されます。 その端部は、測定された凹部の内面に寄りかかっています。 ShGモデルにはフレームがあり、そのスロットにはバーニアがあります。これは基本的に重要なユニットであり、キャリパー、マイクロメーター、その他の精密測定器の設計にも使用できます。このノードの説明を詳しく見てみましょう。
ロッドのメインスケールの目的が理解しやすい場合-通常の定規のように機能する場合、バーニアは測定プロセスをより複雑にしますが、直線寸法を100分の1ミリメートルまでより正確に決定することができます.


ノニウスは別のスケールであり、補助的です。これは、バーに沿って移動できるフレームスロットの端に適用され、バーニアのリスクとリスクを組み合わせます。これらのリスクを組み合わせるという考えは、人は2つの分割の一致に簡単に気付くことができるという事実の理解に基づいていますが、隣接する2つの分割間の距離の割合を視覚的に判断することは非常に困難です。目盛りが1mmの通常の定規で何かを測定するとき、彼は長さを決定できず、最も近い整数(ミリメートル単位)に丸められるだけです。
バーニアの場合、目的の値の整数部分は、バーニアのゼロ除算によって決定されます。 このゼロ ディビジョンが 10 ~ 11 mm の値を示す場合、整数部分は 10 です。小数部分は、バーニアのディビジョンの価格に、バーのディビジョンの 1 つに対応するマークの数を掛けて計算されます。 .


ノニウスの発明の歴史は古代に遡ります。この考えは 11 世紀に初めて定式化されました。モダンな外観の装置は 1631 年に作成されました。その後、線形のものと同じように配置された円形のノニウスが登場しました-その補助スケールは弧の形をしており、主なものは円の形をしています。この機構とポインター読み取り装置を組み合わせることで、読み取り値の決定がより簡単かつ便利になります。これが、ダイヤル深さゲージ (DGD) を使用する理由です。
これが、デプス ゲージの機械式バージョンのしくみです。 最近、デジタルSHGデバイスが普及してきました。その特徴は、センサーと読み取り値を表示する画面を備えた電子読み取りデバイスです。電源はバッテリーから供給されます。


種類と型式
上記では、ノギス深さゲージの主な種類のみ、バーニア付きとバーニアなしで名前が付けられています。次に、アプリケーションの範囲に応じて独自の特性を持つ特殊な変更を検討してください。リストされているものに加えて、GIマーキングで指定されたインジケーター深度ゲージ(ダイヤルインジケーター付き)、およびGM(マイクロメトリック深度ゲージ)と交換可能な測定インサートを備えたユニバーサルバージョンを使用しています。
構造の種類と特定のモデルの選択は、次の要因によって異なります。
- 測定する必要がある溝(溝、井戸)の深さの値はどの範囲にありますか。
- その断面の寸法と形状は何ですか。



測定に高精度(最大0.05 mm)が必要な小さな深さの場合、ShG160-0-05タイプのモデルが使用されます。中程度の溝の場合、SHG-200 や SHG-250 など、範囲の広いオプションが適しています。このタイプの特定のモデル: Norgau 0-200 mm - 電子バージョンの誤差範囲 0.01 mm、より安価なバーニア モデルがあります。
25cm以上の溝や井戸の加工に関わる金属加工や旋削加工を行う場合はShG-400デプスゲージを使用、それでも 100 分の 1 ミリの精度を維持できます。 950 mm 以上の溝については、測定範囲の広いデプス ゲージの規格もありますが、この場合の GOST では最大 10 分の 1 ミリメートルの誤差限界が許容されます。
これで十分でない場合は、マイクロメトリック機器を使用することをお勧めします。

デプスゲージを購入する際に気をつけたいのが、ロッド先端の形状です。くぼみの深さと厚みの両方を測定したいのか、狭い穴を測定したいのかによって、ロッド先端がフックタイプのモデルか、測定針付きのモデルかを検討する必要があります。 IP 67 保護により、ツールの耐水性が保証されます。これは、主に電子機器を備えたモデルに関連しています。
バーニアよりも便利なデジタルデバイスが必要な場合は、多くの国内外のメーカーから選択できます。たとえば、有名な会社 Carl Mahr (ドイツ) の Micromahr モデル範囲は、データ出力付きの MarCal 30 EWR、フック付きの MarCal 30 ER、MarCal 30 EWN の変更で十分に証明されています。別の人気のあるドイツのブランド、Holex もロシアに製品を供給しています。国産ブランドではCHIZ(チェリャビンスク)やKRIN(キーロフ)が有名。



どのような測定値が使用されていますか?
上記のように、デプスゲージの目的は、ロッドの端を溝または溝に挿入して、部品の要素の深さを測定することです。ロッドの端が調査中の領域に容易に入り、部品の表面にぴったりとフィットする必要があります。したがって、ロッドは硬度の高い合金でできており、複雑な溝や狭い井戸には、同じ材料の特別なインサート(測定針とフック)が使用されます。
このツールは、正確なサイズを取得する必要があり、部品の特定の形状のためにキャリパーやマイクロメーターを使用できない場合に使用されます。 デバイスがどのように機能するかを理解し、その使用の有効性を制御することが重要です。精度の簡単なテストがあります。連続していくつかの測定を行い、結果を比較します。

差が許容誤差限界の数倍大きい場合は、測定中にエラーが発生したか、デバイスに障害がありました。 キャリブレーションについては、GOST によって承認された検証手順に記載されている手順に従う必要があります。
- 機器を洗剤でほこりや異物から洗い流し、校正の準備をします。
- 外部的に規格の要件を満たしていること、部品やスケールが損傷していないことを確認してください。
- フレームが自由に動くかどうかを確認します。
- 計量特性が標準に対応しているかどうかを判断します。まず第一に、これは限界、誤差、測定範囲、ロッドの張り出しの長さに関係します。これはすべて、別の正常なデバイスと定規を使用してチェックされています。

GOSTに準拠した機械式深度ゲージの場合、誤差限界は100分の1ミリまでですが、精度を保証する必要がある場合は、デジタル式の読み取り装置を備えた深度ゲージを使用することをお勧めします。
安価なツールを使用しても、測定が不正確になる場合があります。その場合は、上記の手法を適用し、最終結果として得られたすべての値の算術平均を検討することをお勧めします。

使い方?
測定の原則には、正確な結果を得るために適用すべきいくつかの実用的な推奨事項が含まれています。測定の際は、フレームが不用意に動かないように設計されたボルトで固定してください。軸やバーニアが破損したり(デジタル機器の場合は、より複雑な故障の可能性があります)、ゼロマークが倒れている器具は使用しないでください。部品の熱膨張を考慮してください (20 C に近い温度で測定するのが最適です)。
機械式デプスゲージで測定する場合、目盛りの値を覚えておく必要があります。 ほとんどのモデルでは、メイン スケールが 0.5 または 1 mm、バーニアが 0.1 または 0.5 mm です。一般的な原則は、メインスケールのマークと一致したバーニアの分割数にその分割価格を掛けてから、目的の値の整数部分に追加する必要があるということです。
デジタル デバイス SGC を使用する方がはるかに簡単です。画面から結果を読み取るだけです。キャリブレーションも複雑な手順ではなく、デジタル スケールをゼロに設定するボタンを押すだけです。


デバイスの早期故障を避けるために、デバイスの使用と保管にはいくつかのルールがあります。
- フレームとシャフトの間のほこりや固形粒子が詰まりの原因となる可能性があるため、ツールをケースに保管してください。
- 機械装置の寿命はデジタル装置よりも長く、後者はより慎重な取り扱いが必要です。
- 読み取り用コンピューターとディスプレイに衝撃を与えてはなりません。
- 正常に機能するには、これらのコンポーネントが通常の充電レベルのバッテリーおよび/または適切な電源から電力を供給されている必要があります。
次のビデオでは、ShGTs-150 デプス ゲージの概要をご覧いただけます。










コメントは正常に送信されました。