Shtangenreysmas:それは何ですか、タイプとデバイス

高精度測定配管器具の中でも、いわゆるノギス工具群が際立っています。 高い測定精度とともに、シンプルなデザインと使いやすさも特長です。 このようなツールには、たとえば、よく知られているバーニア ノギス、ならびにノギスおよび深さゲージが含まれます。この記事では、名前が付けられた最後のツールが何であるかについて詳しく説明します。


それは何ですか?
初めに この錠前屋ツールに関する一般的な情報を提供する価値があります。
- stalgenreismus という別の名前もあります。
- キャリパーのように見えますが、垂直位置で水平面上の寸法を決定するために取り付けられています。
- ハイトゲージの動作原理はキャリパーの動作原理と変わりません。
- その目的は、部品の高さ、穴の深さ、およびさまざまな身体部品の表面の相対位置を測定することです。また、マーキング作業にも使用されます。
- ツールは実際には測定デバイスであるため、特定の検証方法と測定方法があります。
- このツールの主な標準である GOST 164-90 の技術的条件を規制します。


ハイトゲージの測定精度とマーキング精度は、特別なスキルを持たない作業者でも 0.05 mm に達します。
デバイス
従来のハイトゲージの設計は非常にシンプルです。 その主な部分は次のとおりです。
- 大規模な基地;
- ミリメートルのメインスケールが適用される垂直バー(見た目が学生時代から知られているこの特定の楽器に似ているため、定規と呼ばれることもあります)。
- メインフレーム;
- バーニア (メイン フレームの追加のマイクロ スケール);
- 測定足。
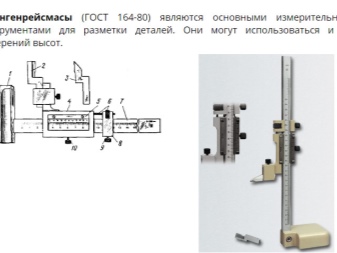

他のすべての詳細は補助的なものです: 固定、調整。 これ:
- メインフレームを動かすためのネジとナット。
- マイクロ フィード フレーム;
- フレーム固定ネジ;
- 測定脚の交換可能なチップのホルダー。
- 筆記者。

メイン測定スケールを備えたロッドは、基準面に対して厳密に直角(垂直)にツールのベースに押し込まれます。 バーにはバーニアスケールと側面への突起を備えた可動フレームがあります。 突起にはネジ付きのホルダーが装備されており、測定またはマーキングの次の操作に応じて、測定脚またはマーキング脚が取り付けられます。
Nonius は、直線寸法をミリ単位で決定する補助目盛です。

それは何のために必要ですか?
このタイプのマーキングおよび測定ツールを金属加工および旋削工場で使用して、さまざまな部品の直線的な幾何学的寸法、溝および穴の深さを決定したり、関連産業での組み立ておよび修理作業中にワークピースや部品にマーキングしたりすることができます (エンジニアリング、金属加工、自動車産業) )。さらに、ハイトゲージは、マーキングサイトに配置された部品の高さを正確に測定するように設計されています。同時に、機器の計量特性は定期的な検証の対象となり、その方法論は州の基準によって決定されます。
垂直、水平、さらには斜めの測定も可能です。 確かに、後者には追加のノードが必要です。


分類
ハイトゲージは、さまざまな基準に従って分類されます。 設計によると、次のタイプのデバイスが区別されます。
- バーニア(SR) - これらはすでに上で説明されているものです。つまり、キャリパーに似ています。
- 円形スケール(SHRK)付き - 円形基準スケールを持つデバイス。
- デジタル (SHRT) - 電子読み取りインジケータを備えています。



さらに、これらのツールは、パーツの最大測定長 (高さ) によって区別されます。このパラメーター (ミリメートル単位) は、ツール モデル名に含まれています。
ShR-250 とマークされたハンドヘルド デバイスがあります。これは、このツールで測定できる部品の最大長または高さが 250 mm を超えてはならないことを意味します。
また、ШР-400、ШР-630 などのマーキングが付いたハイト ゲージのモデルもあります。既知の最大モデルはShR-2500です。


すべてのツールと精度クラスを分類します。 模型のマーキングにも入っています。たとえば、ШР 250-0.05 と表示されている場合、このモデルの手動ハイト ゲージの測定精度は最後の桁 (0.05) で示されるように 0.05 mm であることを意味します。このパラメータは、GOST 164-90 に準拠したデバイスの最初の精度クラスに対応しています。このクラスの間隔は 0.05 ~ 0.09 mm です。 0.1 以上 - 精度の 2 番目のクラス。
デジタル デバイスの場合、0.03 ~ 0.09 mm のいわゆる個別のステップに基づく分離があります (たとえば、ShRTs-600-0.03)。

使い方?
ツールを使い始めるには、まず、正確に測定されているかどうか、および誤動作がないかどうかを確認する必要があります。この技術は、高さゲージ専用の規制文書 MI 2190-92 に準拠する必要があります。
職場でゼロカウントを確認するには、次の 3 つの方法があります。
- デバイスは平らな面に設置する必要があります。
- 測定脚がプラットフォームに触れるまで、メイン フレームが下がります。
- メインルーラーとバーニアの目盛りがチェックされます - それらはゼロマークと一致する必要があります。

すべてが順調であれば、自信を持ってそのようなツールを使用できます。
測定アルゴリズムは、いくつかのステップで構成されています。
- 測定するワークを平らで滑らかな表面にセットします。
- 製品とハイトゲージを組み合わせます。
- 本尺の枠を測定物に触れるまで下に移動させます。
- その後、すでにマイクロメトリック ペアのメカニズムを使用して、測定脚と製品との完全な接触を達成します。
- ネジは、デバイスのフレームの位置を固定します。
- 結果を評価します。完全なミリメートルの数 - バーの目盛りに従って、不完全なミリメートルの分数 - 補助目盛りに従って。バーニアの補助スケールで、レール上のスケールの分割と一致する分割を見つけてから、バーニアスケールのゼロからそれに何回のストロークがあるかを計算する必要があります-これは、製品の高さを測定しました。
操作がマーキングである場合、マーキング脚がツールに挿入され、必要なサイズがスケールに設定されます。これは部品にマークする必要があります。マークは、パーツに対してツールを移動することにより、脚の先端で作成されます。


stengenheismas の使用方法については、以下を参照してください。










コメントは正常に送信されました。