旋盤チャックのすべて

金属加工産業の急速な発展は、工作機械の改良なしには不可能でした。それらは、研削速度、形状、および品質を決定します。
旋盤チャックはワークピースをしっかりと保持し、必要なクランプ力と芯出し精度を提供します。 この記事では、選択に関する主なニュアンスについて説明します。

特徴
この製品は、工作機械の一般用および特殊用に使用され、主軸にワークを固定するために使用されます。 これにより、強力な保持力と高いクランプ力を高トルクで提供します。


種類
旋盤用の膨大な数のチャックが現代の市場に出回っています:リーシュ、空気圧、メンブレン、油圧。それらはすべて、次の4つの基準に従って分類されます。
クランプ機構の設計によると
これらのパラメータに従って、旋盤チャックはいくつかのタイプに分けられます。
-
ガイドカートリッジ。 このような製品は最も単純で、センター処理に使用されます。側面を研ぐ必要がある場合は、鋸歯状またはピン付きのオプションを選択してください。
-
セルフセンタリング スパイラル.
-
レバー.このタイプは、油圧駆動によって駆動されるコネクティングロッドの存在が特徴です。この製品は、小規模産業で需要が高まっています。
-
ウェッジレール.レバーに似ていますが、芯出し精度が高くなります。
-
コレット.このようなユニットは、小さな直径の棒の形でのみサンプルを固定できます。汎用性は低くなりますが、ラジアル振れが少なく、品質にプラスの効果があるため人気があります。
-
掘削 - ドリルを機械に接続します。
-
シュリンクチャック.コレットと同じ機械で使用されますが、焼きばめが必要です。
-
コレット装置に代わるものとして、油圧エアチャックがあります。 旋盤チャックは流体圧力の作用下で工具をクランプするため、工具をしっかりとクランプするために必要な力が少なくて済みます。


いくつかの人気のある品種の構造と機能を詳しく見てみましょう。
コレット
重要な役割は、3、4、または 6 つのシェアに分割された金属スリーブによって行われます。それらの数は、固定製品の最大直径を決定します。
設計上、フィード コレットとクランプ コレットの 2 種類に分けることができます。それらは、3 つの穴の開いていないカットアウトを備えた硬化スチール製のスリーブで構成されており、その両端が互いに押し付けられて花弁を形成しています。イジェクタ コレットはスプリング式で、モデルによって数が異なります。

コレットがチャック内を前進するにつれて、溝が狭くなり、ラッチとワークピースのグリップが増します。
このため、このタイプのチャックは、すでに加工されたワークピースを仕上げるためによく使用されます。ワークピースの種類がコレットの形状と一致しない場合、職人は交換可能なインサートの使用に頼ります。

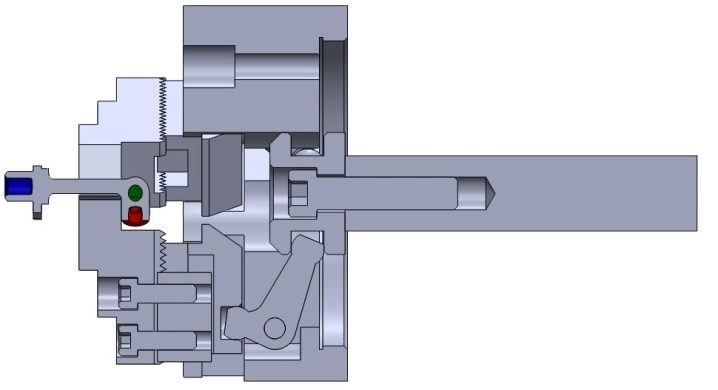
レバー
このデバイスの設計の中心的な場所は、ホルダーとクランプを駆動する 2 アーム レバーで占められています。 それぞれに異なる数のカムがあります。この機能により、複雑な形状のパーツを処理できます。旋盤のチャックは、補助作業に時間がかかり、生産性が低下します。ただし、小さな工場での単一生産には適したツールです。

このタイプの機械は、レンチで調整できます (カムを同時に動かします)。.各パーツの位置も独立して調整できます。
ワークピースをクランプした後、わずかなバックラッシュが将来の部品の形状に影響を与える可能性があるため、通常、レバータイプの製品が荒加工に選択されます。
くさび
旋盤用ウェッジチャックはレバータイプのデザインをさらに進化させたものです。クランプの位置を調整するために、いくつかの独立したアクチュエータが使用されます。その結果、複雑な形状のワークピースをクランプして任意の方向に回転させることができます。 とりわけ:
-
誤差が少なく正確な形状の製品を加工することが可能です。
-
各カムに均一な力が加えられます。
-
高速で高品質な固定。


ただし、これにより、セットアップの複雑さと作業前のセットアップ時間が大幅に増加します。多くの場合、旋盤チャックには、CNC デバイスで動作するように適合された特別なチャック モデルがあります。
カム数別
以下のアイテムは最も需要が高いです。
-
両顎.このようなカートリッジには、片側に2つのシリンダーがあり、ジョーの間にネジまたは機械式トランスミッションがあります。ギャップがワーク側にずれると、中心軸もずれます。
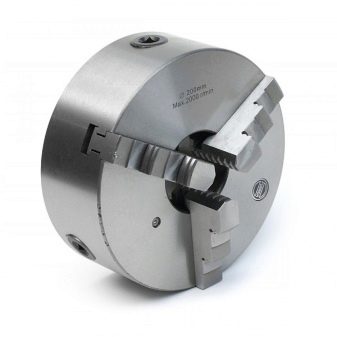
-
スリージョー.それらはギアドライブによって駆動されるため、時間のかかる再調整なしで部品をすばやく修正できます。センタリングは、円錐形または円筒形の肩を使用して実行されます。
-
四爪.ネジで固定され、完全に自律的で、軸はディスクの平面にあります。このタイプの旋盤チャックは、慎重にセンタリングする必要があります。
-
六爪.このようなカートリッジの破砕力は低く、圧縮力は均等に分散されます。カムには、内蔵カムと組付カムの 2 種類があります。あまり人気がなく、予約注文でしか購入できません。


クランプタイプ別
チャックカムは、正転カムと逆転カムに分かれています。これは、パフォーマンスにほとんど影響を与えません。
これはおそらく最も人気のあるデザインです。機構の操作は、2 アームのレバーを使用してカムとクランプを動かすことです。


精度等級別
合計で、精度には 4 つのクラスがあります。
-
h は通常の精度です。
-
p - 増加;
-
b - 高;
-
a – 特に高い精度。

用途に応じて、ジョーチャック本体の材質を選択できます。
-
鋳鉄≧sc30;
-
鋼 ≥ 500 MPa;
-
非鉄金属。

寸法
標準的な旋盤チャックのサイズは全部で 10 種類あります: 8、10、12、16、20、25、31.5、40、50、63 cm。


メーカー概要
ドイツ語は現代の市場で非常に人気があります。 ローム とポーランド語 バイソンバイアル、 技術機器、工具、機械部品の製造工場もあります。非常に高価ですが、旋盤チャックなしで何かを生産することは今では考えられません。


また、ベラルーシのメーカーであるベルマッシュのカートリッジもCISで非常に人気があります。

選択する際に考慮すべきことは何ですか?
設計を誤ると、不良品の増加や機械の故障につながります。 GOSTによると、接続時には次の点を考慮する必要があります。
-
スピンドル軸への取付タイプ。 固定には、センタリング バンド、フランジ、カム クランプ、スイベル ワッシャーを使用できます。
-
回数制限あり.旋盤チャックが動作する最高速度を考慮してください。
-
ジョーの数、ジョーの種類(スリップオンまたは組み合わせ)、硬度とクランプ方法、動きの種類 - これらすべてが、クランプの性能と再構成に必要な時間を決定します。

自分でやる方法は?
製品が機械にどのように固定されるかを事前に考え、必要に応じてねじ付きスリーブを作成または購入してください。 その後、続行できます。
-
既存のプレートに、円と、その中心を通り 90 度の角度で交差する 2 つの軸をマークします。
-
フロントパネルを印に沿ってジグソーで切り出し、よくやすりをかけます。
-
結果として得られる軸に沿って、中心から数センチ、端から 2 ~ 3 センチの位置に溝が刻まれます。
-
角を4等分し、同じサイズのビットで両側に穴を開けます。
-
2 番目のコーナー ストリップに M8 ネジを切り、ボルトをねじ込みます。
-
シャフト取り付け用のねじ付きブッシングを取り付けます。
-
ブラケットをネジとワッシャーで前面パネルに取り付けます。
-
最後のステップは、チャックを旋盤に取り付けることです。

この自作チャックでワークを固定するには、角度を動かしてナットを締めて固定し、最後にねじ山にねじ込まれたねじでワークをクランプします。
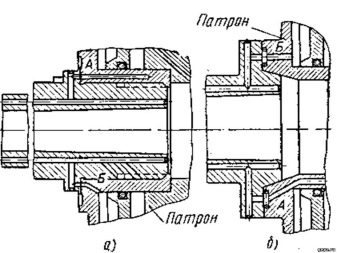
正しくインストールおよび削除する方法は?
機械には、ネジ付きまたはフランジ付きのチャックを装備できますが、すべてサイズによって異なります。最初のタイプはミニマシンで使用できます。ネジ付きチャックはそれほど重くはないので、組み立ては問題ありません。ネジ付き部品を並べてねじ込むだけです。これは、ツールを使用せずに 1 人で行うことができます。
カートリッジのフランジバージョンの重量は 20 kg を超える場合があります。 最も一般的なタイプは、スピンドルの下に取り付けられたスイベルワッシャーです。


インストールはいくつかの段階で実行されます。
-
まずチャックとスピンドルの状態を確認し、不具合があれば修理してください。 スピンドルの振れは 3 ミクロン以下にしてください。
-
車はニュートラルに入れられます.次に、カートリッジを取り付けベースに取り付けます。次に、カートリッジを中央に配置する必要があります。
-
スタッドをフランジの穴に合わせて、約 1 cm の距離でキャリパーをスピンドルに取り付けます。 次に、心押し台がチャックに供給され、ガイドが顎の間の全長を走り、クランプされます。
-
次のステップでは、カートリッジをスピンドルに取り付け (ピンをフランジの穴に挿入)、クイルを伸ばします。 -可動ヘッドストックブッシング。
-
次に、カムを開き、心押し台を引っ込めて、ナットを締めます。 作業終了時には、端面の振れを確認してください。

次に自動木工機械のチャックの外し方を考えます。
-
あらかじめカムを取り外した状態で、ガイドをチャックに対してできるだけ手前にセットします。 テールストックを取り付けます。
-
次に、チャックを固定しているナットを1つずつ取り外します。 これを行うには、チャックの位置が変わらないようにギアレバーを最小回転に設定する必要があります。
-
最初のナットを緩めた後 レバーを高速に回し、 チャックを正しい位置まで回転させます。
-
クイルを引っ込めて、 チャックをスピンドル フランジからゆっくりと外します。
-
カートリッジの重量が非常に大きい場合は、何らかのサポートの上に置く必要があります。 次にカムを解放し、ガイドをソケットから取り外します。以上です、作業は完了です。
機械のセットアップと操作に関する規則を遵守することで、ワークピースの処理結果の品質が保証され、機械の長期にわたる中断のない操作が保証されます。
操作のヒント
旋盤の適切な使用とは、次のことを意味します。
-
定期清掃 設備と定期的な切りくず除去は、旋削加工におけるダウンタイム、故障、無駄を最小限に抑えるのに役立ちます。メンテナンスが計画的に行われないと、機器の故障が劇的に増加し、耐久性が低下し、生産コストが増加する可能性があります。
-
機器の故障を避けるために、 作業工具の刃先と背面の状態を定期的にチェックする鈍いツールをタイムリーに研磨または交換します。
-
必要なすべてのコンポーネントオイル、クーラント、工具、旋盤の付属品、ファスナーなど、 適切な品質と指定されたブランドでなければなりません。
-
不良部品や工具の交換、 簡単な問題のトラブルシューティング。













コメントは正常に送信されました。