旋盤テールストック装置とその調整

加工されたワークの品質は、加工機の各機構の思慮深さ、各ユニットの調整と安定性にかかっています。今日は、ターニング ユニットの最も重要なノードの 1 つである心押台について考えます。
このユニットは、工場のサイトから既製のものを購入することも、自分で行うこともできます。この記事では、自宅で自分で作る方法、必要なツールのセット、調整方法について説明します。
デバイス
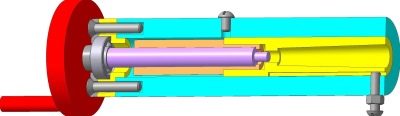
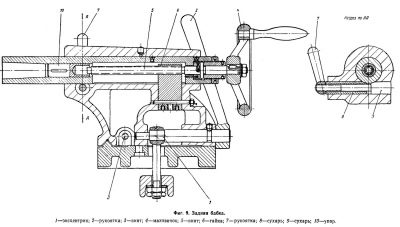
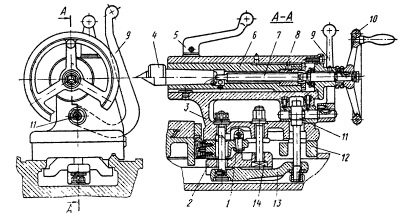
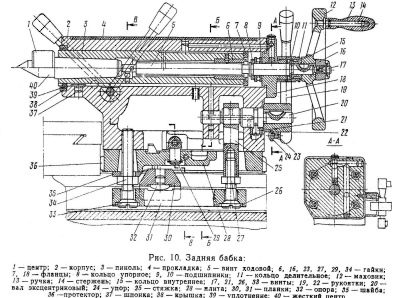
金属用旋盤の心押台は、木材用旋盤の類似物とは異なりますが、この可動部分の一般的な設計は同じです。 このノードのデバイスの説明は次のようになります。
-
フレーム;
-
管理要素;
-
スピンドル(クイル);
-
中心線に沿ってクイルを動かすフライホイール。
-
送りチャック(ワークの移動方向を調整するネジ)。
ケースは全金属製のフレームで、すべての要素がしっかりと取り付けられています。 ターニングユニットのテールストックの可動機構は、加工全体を通してワークピースを確実に固定する必要があります。
サイズでは、この要素は処理されるワークピースと同じ直径です。


テールストック コーンは、木工機械のロック機構として機能します。その中心は、処理対象のオブジェクトの中央に向けられています。
マシンが稼働しているとき、中心軸と対称軸はまったく同じでなければなりません。 おそらく誰かがテールストックのようなメカニズムの役割を過小評価しているかもしれませんが、金属や木材を処理するためのユニットの技術的特性と能力を大きく決定するのはまさにそのデバイスです。
ノードの割り当て
テールストックは、木製のワークピースを希望の位置に厳密に固定します。プロセス全体のさらなるコースと品質は、そのような固定の信頼性に依存するため、これは進行中の作業にとって重要なポイントです。
テールストックは可動式で、2 番目の追加サポートとして機能します。
可動要素として、次の要件が課されます。
-
高度な安定性を維持します。
-
固定されたワークピースを確実に固定し、中心の厳密な位置を維持します。
-
主軸台の固定システムは、信頼性の高い固定をいつでも迅速に実行するために、常にデバッグする必要があります。
-
スピンドルの動きは非常に正確でなければなりません。

木工機械のテールストックは、金属ブランクを処理するターニングユニットの同じ要素とは異なります.結び目はフレームにしっかりと取り付けられており、フレームのサポートとワークピースの固定の両方の役割を果たします。
テールストックにはロングブランクだけでなく、金属製品や金属自体を切断するためのあらゆるツールを取り付けることができます。実際、この多機能アセンブリの円錐形の穴には、あらゆる金属切削工具を (目的に関係なく) 固定することができます。

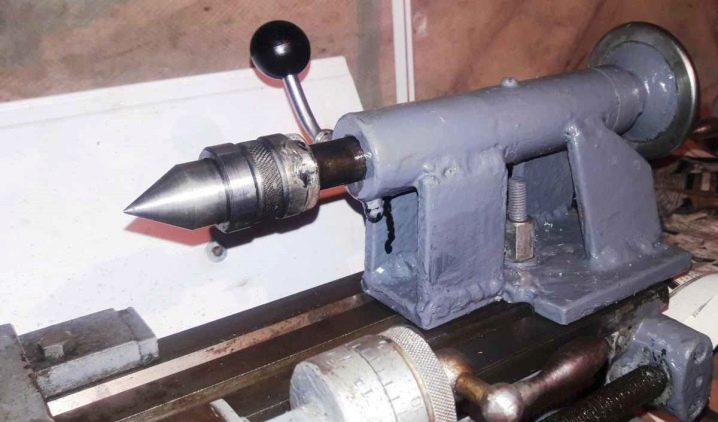
自分でやる方法は?
自家製の結び目は、生産モデルの図面に慣れ、自宅のワークショップに必要なツールと機器、および製造技術があれば、工場の結び目よりも悪くありません.すべてを詳細に検討しましょう。
ツールと材料
まず、旋盤が必要ですが、自家製のテールストックを作ることを約束しているので、そのようなユニットはすでに自宅のワークショップで利用可能です. 他に必要なもの:
-
溶接機;
-
ベアリングが含まれています (通常は 2 個必要です)。
-
接続用のボルトとナットのセット (少なくとも 3 つのボルトとナット);
-
スチールパイプ(肉厚1.5mm) - 2本;
-
鋼板 (厚さ 4 ~ 6 mm)。




ご覧のとおり、即席の材料と利用可能なツールにより、メカニズムのコストが削減されます。
さらに、ターニングユニット用の自家製テールストックの利点は、他の機能や追加機能を除外して、主な目的専用に作られていることです。これらの機能は、単に不要であることが多いですが、生産条件では構造のコストが増加し、その作業を複雑にします。
そのため、必要なツール、ベアリングのセット、ボルトとナット、必要な材料 (ガレージやワークショップにないものは、金物店や建物のブティックで購入できます) を準備し、製造を開始します。

テクノロジー
まず、メカニズムの図を開発して描き、技術マップを作成し、このスキームに従って行動します。
-
かかる ビレット ベアリング用。これを行うには、パイプを取り、内側と外側から処理します。内面に特に注意してください - ベアリングが取り付けられているのは内側です。
-
必要に応じて、スリーブに カットが行われる 幅3mm以内。
-
溶接機 接続ボルト (2個)、および 希望の長さのロッドを入手してください。
-
右に ナットを溶接する パック付き、左側 - ナットを取り外します。
-
ボルトベース(ヘッド) 切り落とす.
-
ノコギリのカット箇所は加工が必要です、このために研磨ツールを使用します。
-
今、私たちは作る必要があります スピンドル.これを行うには、パイプ (直径 3/4 インチ) を取り、目的の部分を 7 mm の長さにします。
-
円錐 ボルトから作られ、それに応じて研ぎます。



テールストックのすべての要素が作成されたら、それを組み立てて実行モードで実行する必要があります。
自家製部品の品質は、メーカーの専門的なスキルと、必要な材料の使用の正確さ、およびツールの入手可能性に依存します。

したがって、製造を開始する前に、図面を調べ、必要なものをすべて準備し、目的のアセンブリを作成できることを確認してから、ビジネスに取り掛かります。 動作が正確でなく、製造技術に従わない場合、次の問題が発生する可能性があります。
-
センタリングが悪い。
-
マシンは設定レベルを超えて振動します。
-
手作りの部品は、工業デザインよりもはるかに性能が低くなります。
-
取り付けられたベアリングはより早く故障します (製造上の不正確さにより、摩耗率がはるかに高くなる可能性があります)。

このような結果を避けるには、アイドル状態で侵入してください。
前後の主軸比率、ベアリングの潤滑方法、留め具の安全性を確認してください。
すべての部品が高品質で作られ、適切な組み立てが行われている場合、自家製の心押し台は必要な要件を満たし、動作中は工場のものより悪くはありません。

調整
旋盤のテールストックを適切な状態に維持するには、定期的に調整する必要があり、誤動作の場合はタイムリーに修理する必要があります。
まず、パーツを適切に設定し、調整して中央に配置し、次にこのノードのすべてのパラメーターを調整する必要があります。 次の理由により、定期的な調整が必要です。
-
ベアリングとスピンドルハウジングの間に隙間が生じることがあります(クイルが回転するターニングユニットについて話している場合)。
-
ノードの中心がクイルに対してずれている可能性があり、調整が必要になります。
-
フレームへのヘッドストックの取り付けなどにガタが出る場合があります。
心押し台を最初に調整するのは、機械を稼働させるときです。
その後、指示に従って作業を進めますが、経験豊富な職人が旋盤とそのすべての設定を 6 か月ごとに、必要に応じてさらに頻繁にチェックします。

心押し台は、その誤動作がはっきりと見えるときに、故障したときに修理されます。 修理のために部品を送付する必要がある兆候には、次のものがあります。
-
ブランクの処理モードが変更されました。
-
ワークの回転中にビートが発生しました。
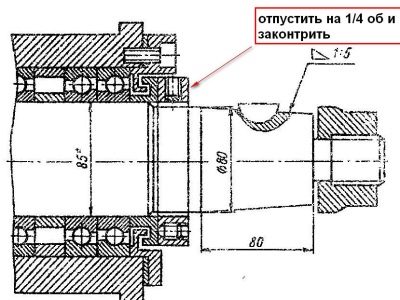
スピンドルの修理プロセスは、最も時間と費用がかかると考えられています。ここでは、スキルを変えずに対処することはできず、マシン自体が利用可能でなければなりません。困難は、クイルが固定されている穴の精度を復元することです(その後の仕上げによるボーリング)。

テーパー穴を元に戻すには、特別なブッシングと旋削のスキルが必要です。
外面が円筒形で、内面が円錐形であるため、プロセスは複雑です。さらに、クイル自体は非常に耐久性のある素材でできています - それは「硬化」合金鋼です。
修理後、ラジアル振れのメカニズムを確認してください。品質の高いトラブルシューティングでは、振れはゼロである必要があり、心押し台は「ノック」せず、元の特性がすべて復元されます。














コメントは正常に送信されました。