自分の手で金属クランプを作る方法は?

クランプ - ミニバイスのような最も簡単な固定ツール。 たとえば、ボードを一緒に引っ張るなど、2 つのワークピースを互いに押し付けることができます。クランプは、自転車や車のインナーチューブ、ゴム、金属などで木材を密閉する場合などによく使用されます。これは応急処置ツールですが、万力の代わりにはなりません。自分の手で金属クランプを作る方法を考えてみましょう。


ツールの機能
日曜大工のクランプは、多くの場合、 仕上がりとダウンフォースの面で工場を上回っています。 産業用クランプにはスチール製のネジが含まれていますが、軽量化のために、ここではベースにアルミ合金製のブラケットを使用しています。市場にあふれている高品質ではないツールにお金をかけないようにするために、スチール補強、正方形またはコーナー(またはT字型)プロファイルなどから、自分の手でクランプを作成することは理にかなっています.
結果として得られる設計は、重い (数十から数百キログラムの) 部品を固定しなければ、何十年も使用できます。

クランプの一般的な用途の 1 つは、木材 (木製のブランク) を接着することです。
何が必要になりますか?
自家製の金属クランプには、そのような部品が必要になることがよくあります。
- プロフィール - 角、おうし座、正方形または長方形。極端な場合、丸いものは適していますが、レールのものは適していません。熱間圧延ビレットを選択してください。冷間圧延ビレットよりも強度と信頼性が高くなります。
- スタッドまたはボルト.最近では特性を低下させる他の金属で満たされている鋼の品質を信頼できない場合は、適切な厚さの滑らかな鋼棒を選択し、一連のノズルを備えた特別なカッターを購入して、自分で糸を切ります.
- ナットとワッシャー。 特定のヘアピンのためにそれらを拾います。
- ストライカー - 鋼板または角の部分から機械加工されています。




ツールから、そのようなものが必要になります。
- ハンマー.クランプが十分に強力な場合は、ハンマーが必要になる場合があります。
- ペンチ。 あなたが見つけることができる最も強力なものを選択してください。
- ボルトカッター - 補強材の高速切断 (グラインダーなし) 用。最大のものを好む - 長さ1.5メートル。
- ブルガリア語 カッティングディスク付き(金属用)。
- レンチのペア - 最も強力なものは、最大 30 mm のナットとボルトの頭用に設計されています。利用可能な最大のキーを見つけます。サイズが 40 ~ 150 mm のナット用レンチは届きにくいと考えられています。代わりに電動レンチが機能します。
- 鍵屋万力。
- マーカーと建設スクエア (直角 - 標準)。
- 電極付き溶接機。
- ドリル 金属用ドリルセット付き。




クランプがないと大変です。作成するクランプが小さい場合、バイスは作業台に取り付けられたはるかに強力なクランプに置き換えられます。
製造説明書
自家製クランプにはいくつかのデザインがあります。それぞれの図面には、ブラケットと相手の形状、親ネジの長さなど、独自の違いが含まれています。過度に長いクランプ (1 メートル以上) は、役に立たない可能性があります。


石炭クランプ
石炭の建設は、溶接工にとって不可欠な助けになることがあります。このようなクランプは、薄いプロファイル、鋼板ストリップ、アングル、およびフィッティングを直角に溶接するのに役立ちます。 それを行うには、次のようにします。
- 40 * 20 mm などの長方形のプロファイルに印を付けてカットします。 外側の 30 cm のセグメントを基準として、内側の長さは 20 cm にすることができます。
- 鋼のシートを切り取る (厚さ5mm)一辺が30cmの正方形 一辺を15cmの二等辺三角形の形で追加のピースが形成されるように、その一角をカットします。
- 将来のクランプのベースに溶接 - カット シートには、長さに沿ってプロファイルの大きな断片があります。これらの部品を溶接する前に、直角を建設用正方形で確認してください。
- プロファイルの小さな部分を、シート スチールの正方形部分のカットに溶接します。 クランプの嵌合部分を強化するために、同じトリムとスチールのストリップがもう1つ必要になる場合があります-必要に応じて、シートの正方形が切り取られた元のシートからそれらを切り取ります.
- 半インチのスチールパイプからピースをカット 長さ2〜3cm。
- 反対側のシートの 2 番目の部分を溶接する前に、中央に配置し、ランニング スリーブ (既に切断されたパイプ) を溶接します。 その直径は、プロファイルの小さな部分にすでに溶接されているシート トリムの M12 スタッドよりもわずかに大きくなっています。相手の溶接コーナーにできるだけ近づけて、そこに溶接します。
- スタッドをブッシングに挿入し、自由に動くことを確認します。.鋼板の小片(正方形2 * 2 cm)を切り取り、円に変えます。スリーブに挿入されたスタッドの端をスリーブに溶接します。摺動要素が形成される。
- 滑りを防ぐために、同じサイズの2番目の正方形を切り取り、スリーブのクリアランスと同じ直径の穴をドリルで開け、それを研磨して円にします. ヘアピンが簡単に回転するように装着し、この接続をやけどします。スタッドのねじ山に依存しないベアリングレススリーブ機構を形成。従来の大きなワッシャーの使用は許可されていません。薄すぎるため、かなりのダウンフォースですぐに曲がり、5 mm 鋼製の自家製マグカップは長持ちします。
- 2 番目のトリム三角形を溶接する 応答の反対側。
- 同じプロファイルから長さ 15 ~ 20 cm の別のピースをカットします。 その中央に、スタッドの厚さよりもわずかに大きい直径の貫通穴をドリルで開けます - スタッドは内部を自由に通過する必要があります。
- 溶接 このプロファイル片の両側に 2 つの M12 ロック ナットがあります。
- それを確認します スタッドはロックナットに簡単にねじ込まれます。
- これらのナットでプロファイルを将来のクランプの主要部分に溶接します。 スタッドはこれらのナットにすでにねじ込まれているはずです。
- かんざしから25~30cmの部分をカット (すでにスリーブに挿入され、ロックナットにねじ込まれています)レバーをその端の1つに溶接します-たとえば、直径12 mm、長さ25 cmの滑らかな補強材から。補強材は、スタッドの端の 1 つに中央で溶接されています。
- クランプが正常に作動することを確認してください。 そのパワーリザーブは数センチメートルに相当します。これは、パイプ、シートの縦断面、またはプロファイルをクランプするのに十分です。


石炭クランプの準備が整いました。
直角を確認するには、作図用の正方形をわずかにクランプします。プロファイルが正方形に隣接する両側に隙間があってはなりません。
さらに、クランプは、例えば、錆の上にプライマーエナメルで塗装することができます。

補強クランプ
直径10mmの棒が必要です。補助ツールとして - ブロートーチ。 以下をせよ。
- ロッドから 55 cm と 65 cm の部分を切り取ります。 ブロートーチで加熱して曲げます - 46 cm と 42 cm の距離で、もう一方の端から曲げまでの距離はそれぞれ 14 cm と 12 cm で、それらをドッキングし、いくつかの点で溶接します。 L字型のブラケットが形成されます。
- 補強材をさらに 2 つカットします - それぞれ 18.5 cm。 フレーム(ブラケット)の主要部分のほぼ中央で、長辺から溶接します。次に、それらを一緒にやけどします-発散しないようにします。 L字金具がF字になります。
- 小さい方で 3 * 3 cm のシート スチールのカットをブラケットに溶接します。
- 鉄筋の小さい部分の端に溶接 2 つのロック ナット M10。
- 長さ 40 cm のスタッドを切り取り、これらのナットにねじ込みます。 長さ10〜15cmの滑らかな補強材からレバーを溶接し、回転中にブラケットに触れないようにします。
- ブラケットにねじ込まれたスタッドのもう一方の端に、対応するものを溶接します - 同じ鋼板から円。その直径は最大10cmです。
- ブラケットの端(正方形がすでに溶接されている場所)に同じ円を溶接します。 溶接前に、ブラケットのクランプ円 (ジョー) の平行度を確認し、最後に両方のジョイントを溶接します。
補強ブラケットはすぐに使用できます。塗装することができます。



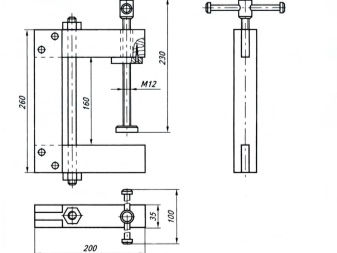
Gクランプ
ブラケットは、曲がった補強材でできており、文字P、その部分、または長方形のプロファイルの部分の形で溶接されています。
パイプベンダーを使用して、肉厚の鋼管を曲げることができます。
たとえば、セクションの長さが 15 + 20 + 15 cm のブラケットが基本となります。 ブラケットを準備したら、次の手順を実行します。
- 2 つからいくつかの M12 ナットから端の 1 つを溶接し、それらを一列に並べます。.慎重に煮てください。
- 正方形の反対側の端を溶接する または直径10cmまでの円。
- M12 スタッドをねじ込みます ナットに挿入し、同じクランプ サークルをその端に溶接します。得られた構造を停止するまでねじ込み、クランプの閉じたジョーの平行度を確認します。
- ナットから最大 10 cm の距離でスタッドを切り取ります - そして、この場所でツイスト両面レバーを結果のセグメントに溶接します。

クランプは準備完了です。ご覧のとおり、多数のスチール クランプの設計オプションがあります。より複雑なクランプ メカニズムがありますが、それらの繰り返しが常に正当化されるとは限りません。最も単純なスチール クランプでさえ、溶接プロファイル、継手、さまざまな直径、角度のパイプ、さまざまなサイズの T バー、シート メタル ストリップなどのユーザーに役立ちます。

自分の手でクランプを作る方法については、以下を参照してください。













コメントは正常に送信されました。