自宅で金属用ドリルを研ぐ方法は?

どんなに高品質のドリルであっても、数百回の穴あけサイクルを経ると、工場で製品自体に与えられた理想的な研ぎが失われ、鈍くなります。ドリルが元の切れ味に戻るまで、破れのない完璧な穴をあけることはできません。
いつ研ぐべき?
次の場合は、金属用ドリルの研ぎが必要です。
- コアでマークされたポイントから飛び降ります。
- 将来の穴をマークせずに掘削しようとすると、ドリルは選択したポイントでポイントの先端に引っかからず、マスターがいくら頑張っても「歩きます」。
- 穴あけ時に叩く、叩く、ノイズがあり、高周波のカランに変わります。ノックや振動により、ドリル(またはパンチャー)が緩みます。鈍いドリルで壊れた機械では、購入したばかりの新しいドリルで穴を開けることは不可能です。新しいドリルはしばしばこれから壊れます。
- 1分間の連続運転でもオーバーヒート。高速度鋼の過熱は、その強度特性 (粘度、硬度) の損失につながり、製品は金属加工ではなく木工にのみ適しています。
- 金属粒子が引き裂かれ、スパイラルチップが消えます。
1 つまたは複数の兆候が見つかった場合は、すぐに掘削を停止し、ポイントとヘリカル エッジの鋭さを確認します。

必要なツール
電動モーターを備えたものを含め、選択されたツールはいずれも、鋼製品 (ナイフ、ドリル、はさみなど) を研ぐ必要があります。 2 番目の要件は、その過程でドリルを研ぎ続けることです。ドリルの研ぎの速度と効率は、チップのエッジから鋼の余分な層を削り取るのに必要な角度の設定と、製品を砥石車に向けて排出する速度に依存します。 機械化された研ぎツールを使用すると、直径 3 ~ 19 mm のドリルを数分で実用的な形にすることができます。 スパイラルドリルは、電気モーターと単純な送りシステムを備えた特殊または従来の機械で研磨されます。このような機械は、ガレージの状態で独立して組み立てることができます。プロの機械を購入する必要はありません。多くの場合、ドリルポイントの矯正は、ヤスリ、砥石、または円で矯正されます。



ブルガリア語
マスターには、電気駆動装置自体に加えて、ワークピースを固定する万力が必要です。
研削砥石の粒度は、金属を研削するガラスクラムの粒子によって残されたマイクログルーブを肉眼で見ることができないように選択されます。

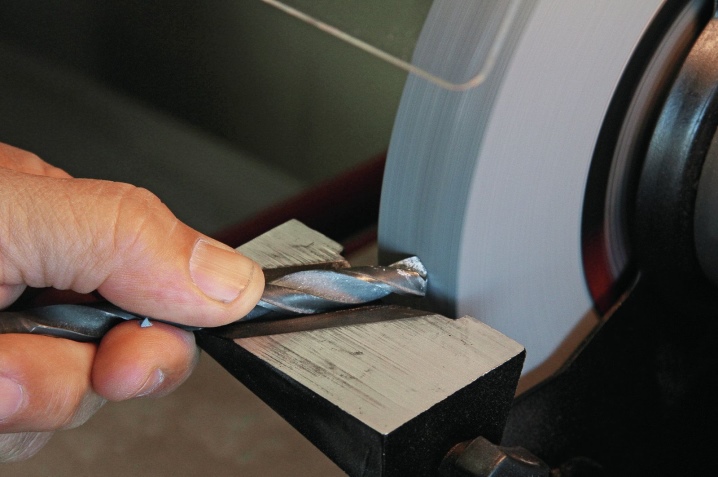
グラインダーでドリルを研磨するには、次の手順を実行します。
- ドリルを万力で垂直に固定します。
- バックエッジを研磨して摩耗の兆候を取り除きます。
- 作業エッジを 120 ° の角度で研磨します。
ドリルを連続して 2 秒以上研ぎ続けないでください。短時間のセッションでは、作業面から 1 mm 未満の薄い合金層を除去します。ドリルは再び作業の準備が整いました。

ワインプレス
グラインダーは、その使用速度と機動性によって際立っていますが、マスターは怪我のリスクを考慮して回転にお金を払っています。グラインダーに保護カバーを付けても、円が割れる可能性があり、ツールは毎秒数千回転の速度で短いジャミングで進みます。研ぎ器は、機械自体がしっかりと固定されているため、怪我のリスクを軽減します。研ぎ角度を決定できない場合は、研磨を開始する前に回転させる表面に適用するプラスチック製のテンプレートが役立ちます。ホルダーが横に出ないようにボルトで固定しています。 シャープナーでドリルを研ぐには、次の手順に従います。
- ドリルをホルダーに固定し、マシンの電源を入れます。
- 刃先を 120° の角度で砥石に当てます。
- ドリルにノッチやくぼみがある場合は、すべての側面から研磨します。製品とドリルの位置合わせが崩れ、後者が過度に振動します。
大径のドリルを回転させると、総熱容量が増加するため、鋼が過熱し、高速から通常に回転し、他の鋼の穴あけには適していません。


ドリルアタッチメント
ドリルのノズルにより、金属用のドリルを研削できます。 ここでのアクションのスキームは次のとおりです。
- ドリルに従来のドリル用のアダプターアダプターを取り付けます。単純な電気ドリルでは、必要になる可能性はほとんどありません。
- 穴に必要な直径のドリルを取り付けます。
- ドリルを開始し、ドリルを片側で研削します。
- 2 番目の切れ刃を回転させるには、同じ端から反対側でドリルを回転させます。
ドリルアタッチメントは、わずかに鈍いドリルビットのみを研ぎます。
刃先にポットホールやノッチがある製品は、ドリルで研ぐことができません。
しかし、他のツールと比較して比較的安価であるため、ノズルでドリルビットを回すのは安価です.




ファイルまたはファイル
このやすりは、他の鋼種や鋼種に比べて硬度が高いことを特徴とする高速度鋼の加工には適していません。原石やダイヤモンドコーティングされた石を使用する場合、手で研ぐ角度を維持することは困難です。 電動削り器を使用してください。

テクノロジー
ドリルを高品質に研ぐためには、一定の工夫が必要です。 小さいドリルでも大きいドリルでも構いません。 – 技術は同じです。主な作業は端部の刃先によって実行され、側面のスパイラル エッジがドリル穴を整列させ、切りくずをスパイラル チャネルに取り除きます。

ドリルを研ぐ最も簡単な方法はスリーブです。その内径はドリル自体の断面と同じです。 スリーブは希望の角度でしっかりと固定されます。それは次のように選択されます-ドリルは、1度も逸脱することなく、明確かつ強制的にテンプレートに入る必要があります。ドリルがずれると、刃先が正確に回復せず、結果として作業時に「歩く」ことになります。ブッシングは非鉄金属チューブで完成させることができ、その内径は最も一般的な製品の直径と同じです。

特に知識のある職人は、この装置にさまざまな直径のドリルで穴を開けた木の棒を装備します。
テンプレートには便利なツールが含まれており、研ぐために砥石にドリルを供給しやすくし、製品が反対方向に動かないようにします。バーが作られている木材の種類が硬ければ硬いほど、角度がより正確に設定されます。たとえば、マスターはオークバーを使用してドリルに供給しますが、研ぎ中のドリルのスイングは除外されます。 機械 - たとえば、同じ砥石 - は自家製にすることができます。主なことは、砥石が中心になく、操作中に振動しないことです。

正しい角度
角度の値は、穴を開ける鋼またはその他の金属 (または合金) の等級によって決まります。 金属または合金の硬度が低いほど、研ぎ角度は大きくなります。 したがって、鋼、鋳鉄、青銅、穴あけが必要なワークピースの場合、研磨角度は120°に達し、プラスチックやマグネシウムなどの軟質アルカリ金属の場合は85°に達します。


しかし、ガラスや磁器の石器の場合、角度はさらに鈍くなります.135°で、柔らかい青銅やアルミニウム合金にも同じことが必要です.
どんな種類の木材でも 130° が必要です。 ステンレス鋼の場合、115°で十分です。実際のところ、簡単に降伏する金属は短時間でより多くの切りくずを形成し、過度の摩擦が発生し、ドリルの先端がますます速く加熱されます。そして過度の熱はそれを鈍くします-ドリルが作られている硬化鋼でさえ、加熱されると解放されます.製品の鋼は硬度を失い、より早く鈍くなり始めます。

微調整
ハイス鋼の荒研ぎと細粒研ぎを組み合わせた特殊砥石で回復可能なドリルをご自宅に持ち込めます。これらのホイールには比較的柔らかいフィラーが含まれており、動作中に発生する粗い傷、ノッチ、ガウジを排除します。それらは刃先の形状を変えずに除去されます。これらのディスクはグラインダーまたはドリルに配置され、ドリルは別のクランプまたはバイスに固定されます。 円の助けを借りた処理が粗いことが判明した場合は、回転するエメリーホイールを使用して製品自体を研磨します。

検査
刃先の長さ、先端の位置、ドリルの出口チャネルのベベル角度、および縦方向のエッジの角度を測定する特別なテンプレートを使用して、正しく研いだかどうかをすばやく確認できます。

アンダーカット
マスターに鈍い10 mmドリルがある場合、製品はリーディングエッジの側面から損なわれます。タスクは、刃先の角度を大きくし、前部先端のベベルを減らし、横方向の刃を狭くすることです。
後者は、加工物の金属または合金が穴の中心でより活発に削れるようにします。
これにより、先端からの最小の鋼粒の加速的なスクラップが防止されます。つまり、ドリルの寿命が延び、より速く、より多くの穴あけが可能になります。 製品はさらに小さな後部角度で研磨されているため、カット穴の摩擦力が減少します。


推奨事項
通常のドリルは、単純な研ぎ器、大きな研削ディスクを備えた鋸盤、グラインダー、またはノズル付きのドリルで自分の手で研ぎます。ただし、戴冠式の場合は、特別な機械が必要になる場合があります。事実は、 クラウンには軸があります-通常の製品であるメインドリル。 また、単純な方法で研ぐ場合、クラウンの鋸歯状のエッジには機械の条件が必要になります。同じことがコーンステップ ドリルにも当てはまります。

保護カバーとスクリーンなしでドリルを研がないでください - 鋼粉の飛散は目に危険です。目に複数の損傷があり、チップが詰まっているため、それらを抽出するのが困難です。
最悪の場合、目の塩辛い環境で鋼が錆びて中毒になると、人は簡単にそれを失います。 ヘルメットなしで天井に穴を開けないように注意してください ・落下したチップも無防備な目に入る。
アンダーカットの直角を選択します。 あまりにも「傾斜している」ドリルは鋼を掘削しませんが、あまりにも「急」です-木材、アルミニウム、青銅、マグネシウム、プラスチック。角度が間違っていると、ドリルがぐらついて穴が動くか、動かなくなって壊れます。
ガラス、陶磁器、花崗岩、陶磁器、高強度粘土に通常のハイス鋼で穴を開けないでください。 これらの素材には、いわゆる勝利があります。 ポベダイト合金は、強度においてハイス鋼を大幅に上回ります。強化ガラスはすぐに粉々になってしまうので、穴をあけようとしないでください。
ポベダイト ドリルは、単純なエメリーやストーン ビトリファイド サークルで研がないでください。 - これらの製品には、石、レンガ、硬化鋼をカットする円のようなダイヤモンドがあります。低速でポベダイト ドリルを研磨します。

回転時にドリルを過熱しないでください - 過熱した鋼は焼き戻しを経験し、著しく劣化します。それはもはや赤熱でも高速でもありません(インストゥルメンタル)。
真っ赤に熱した彫刻刀を水やその他の冷たい液体で冷やさないでください - 突然の冷却により、微細な亀裂が生じます。ワークピースに最初に穴を開けようとすると、製品はすぐに壊れます。
回転時にドリルをたわませないでください。 わずかなケアでも、少なくともある程度は不均一な回転につながり、振動が発生し、ドリル自体が破損し、ギアボックスとドリル モーターが緩みます。
刃先の長さは、最大0.3 mmの値まで互いに異なります。この制限は、小径のドリルを旋削する場合に見られます。

作業部分の長さは1センチ以上でなければなりません。 ドリルが半分に壊れ、切断領域の一部が捨てられた場合は、作業部分が1センチメートル未満になったドリルを研磨しないでください。
硬質合金ろう付けビット (たとえば、ダイヤモンド コーティングされたポベダイト チップ) は、同じ材料で作られたソリッド ドリル ビットと同じ方法で研ぎます。
ドリルを簡単に研ぐ方法については、以下を参照してください。













コメントは正常に送信されました。